



硬质合金刀片 (103)
硬质合金刀片损伤防止和减少
- 星期三, 18 12月 2013 09:51
- 作者 硬质合金产品编辑5

为了防止和减少硬质合金刀片损伤,重要的是要注意做到以下几点:
对于月牙洼和热裂,要使用高温性能好的含有大量碳化钛或碳化钽的材料;
对于崩刃、卷刃或缺口,要强化材料中粒子的保持力,那就要用钴含量多的材料;
对于切削刃损耗,就得增加钨的含量了。
由于高压以及热熔融而发生的粘结往往引起切削刃的缺损,故一定要选择适当的切削速度。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
硬质合金刀片不像铸造物或钢那样由矿石熔化后注入模子成形,或由锻造成形,而是将达到3000℃以上才会熔化的碳化粉末(碳化钨粉、碳化钛粉、碳化钽粉等)加热到一千多摄氏度使其烧结而成。为使这种碳化物的结合更加牢固,使用钴粉作为结合剂。在高温、高压作用下,碳化物和钻粉相互间的亲和作用会增强,从而渐渐成形,这种现象叫做烧结。因为使用的是粉末,所以这种方法被称为粉末冶金法。更多信息,烦请参考:硬质合金刀片。
硬质合金刀片各牌号性能指标
- 星期三, 18 12月 2013 09:49
- 作者 硬质合金产品编辑5

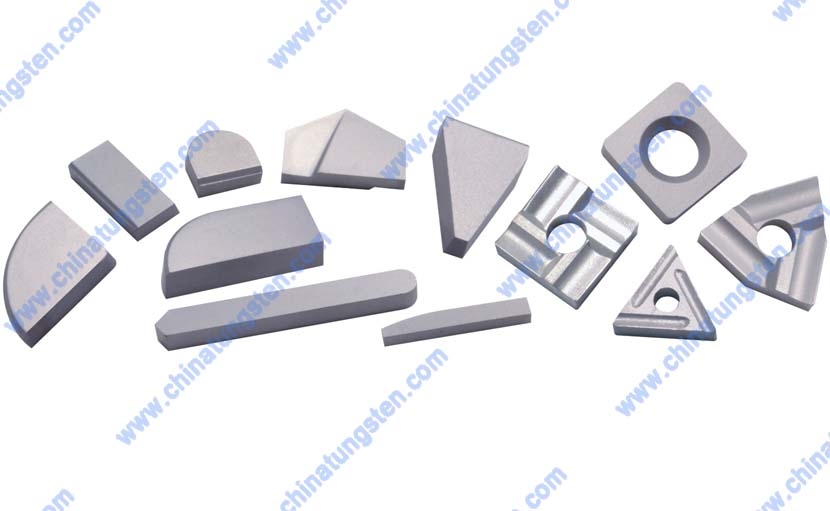
硬质合金刀片各种常用的硬质合金牌号的性能指标不同,YA85的密度是14.5~14.75硬度为87.5,抗弯强度2000;YG11C的密度是14.2~14.4,硬度为86.5,抗弯强度2260;702的密度是14.4~14.6,硬度为88.5,抗弯强度2800。硬质合金刀片以其高精度,高耐磨性的特点,已被全球广泛使用。根据不同的产品用途,硬质合金刀片可分为木刀具,夹紧刀片,铣削和车削刀片等。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
一般生产硬质合金刀片所需要的基本信息:规格(如长x宽x厚)、硬质合金级,或化学成分、表面状况:毛坯或精磨、公差尺寸(如果有公差要求)。断屑槽在硬质合金可转位刀片制造时压制成型,槽形尺寸稳定,断屑可靠。刀体或刀杆可以长期多次反复循环使用,这样一来就能够节约硬质合金刀具制造的人工和设备,降低加工成本。更多信息,烦请参考:硬质合金刀片。
硬质合金刀片的制造过程
- 星期三, 18 12月 2013 09:47
- 作者 硬质合金产品编辑5
硬质合金刀片成形后进行烧结,以下为烧结工序的全过程:1)将粉碎得非常细密的碳化钨粉末和钴粉末按需要的形状加压,这时金属粒子互相连接在一起,但是结合得不是很紧密,只要稍受点力就会粉碎。2)已经成形的粉末块粒子随着温度的升高,连接程度渐渤曬,在700-800℃时粒子的结合还很脆弱,粒子之间的空隙称作空孔,即图中所示的黑色部分。3)加热温度上升到900~1000℃时,粒子之间的空隙减少,呈线状的黑色部分几乎消失,只剩下尢块的黑色部分。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
4)温度慢慢接近1100~1300℃(即通常的烧结温度)时,空隙进一步减少,粒子之间的结合变得更为强固。5)烧结工序完成时,刀片中的碳化钨粒子呈小的多角形,在其周围可见到白色的物质,那就是钻。烧结完成的刀片组织是以钻为基底,上面布满了碳化钨粒子。粒子的大小、形状以及钻层的厚薄不同,则硬质合金刀片的性质也大不相同。更多信息,烦请参考:硬质合金刀片。
硬质合金刀片CVD涂层工艺
- 星期三, 18 12月 2013 09:46
- 作者 硬质合金产品编辑5
硬质合金刀片CVD涂层工艺,目前较普遍的涂层结构是:氮化钛-氧化铝–氮碳化钛–基体。碳化钛涂层具有很高的硬度与耐磨性,抗氧化性也好,硬质合金刀片切削的时能产生氧化钛薄膜,降低摩擦系数,减少刀具磨损。一般硬质合金刀片的切削速度可以提高40%左右,碳化钛与钢的粘结温度高,表面晶粒较细,硬质合金刀片切削的时候很少会产生积屑瘤,适合于精车。碳化钛涂层的缺点就是线膨胀系数与基体差别较大,与基体之间形成脆弱的脱碳层降低了刀具的抗弯强度。因此,在重切削、加工硬材料或带夹杂物的工件时涂层容易崩裂。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
氮化钛涂层在高温时能形成氧花膜与铁基材嵙摩擦系数衰爪,抗粘结性能好能有效地降低切削温度。氮化钛涂层刀片抗月牙洼及后刀面磨损能力比碳化钛涂层刀片强。适合用于硬质合金刀片切削钢与粘刀的材料,加工表面粗糙度较小,硬质合金刀具的使用寿命较高。此外碳化钛涂层的抗热振性能也较好,缺点是与基体结合强度不及碳化钛涂层且涂层厚时易剥落。更多信息,烦请参考:硬质合金刀片。
复合涂层硬质合金刀片
- 星期三, 18 12月 2013 09:44
- 作者 硬质合金产品编辑5

碳化钛-氮化钛复合涂层硬质合金刀片:第一层涂碳化钛,与基体粘结牢固不易脱落。第二层涂氮化钛,减少表面层层与工件的摩擦。碳化钛-氧化铝复合涂层硬质合金刀片:第一层涂碳化钛,与基体粘结牢固不易脱落。第二层涂氧化铝,使表面层具有良好的化学稳定性与抗氧化性能。这种复合涂层能像陶瓷刀那样高速速切削,寿命比碳化钛、氮化钛涂层刀片高,同时又能避免陶瓷刀的脆性、易崩刃的缺点。目前单涂层硬质合金刀片已很少应用,大多采用碳化钛-氮化钛复合涂层或碳化钛–氧化铝–氮化钛三复合涂层硬质合金刀片。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
涂层硬质合金刀片是采用一种复合材料,基体是强度、韧性较好的硬质合金,而表层是高硬度、高耐、耐高温、低摩擦的材料。这种新型材料有效地提高了合金的综合性能,在此发展很快。除了硬质合金可转位刀片之外,复合涂层硬质合金还广泛地适用于较高精度的硬质合金车刀、硬质合金铣刀、硬质合金钻头、硬质合金铰刀等。更多信息,烦请参考:硬质合金刀片。
硬质合金切削刀片牌号类别
- 星期三, 18 12月 2013 09:42
- 作者 硬质合金产品编辑5
硬质合金切削刀片分为YT硬质合金、YW硬质合金、YN硬质合金和YG硬质合金四大类别。这四个类别的被加工材料范围有所不同,例如YT硬质合金类别是用于加工钢及合金钢、YW硬质合金类别是用于加工合金钢及铸铁、YN硬质合金类别是用于加工钢及合金铸铁、YG硬质合金类别是用于加工铸铁、有色金属及其合金、非金属材料。YT合金类别有5种合金牌号,分别是YT30、YT05、YT15、YT14、YT5。这5种合金牌号所加工的材料各不相同。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
YT30是用来加工钢、铸钢及合金钢,适用于高速切削精加工,小断面的精车、精镗和精扩等;YT05是用来加工炭素钢、合金钢和高强度钢,适用于高速精加工和半精加工,同时也适用于淬火钢及含钴较高的合金加工;YT15是用来加工炭素钢和合金钢,适用于联系切削加工的精车、半精车、旋风车丝;连续面的精铣和半精铣;孔的精扩及粗扩。更多信息,烦请参考:硬质合金刀片。

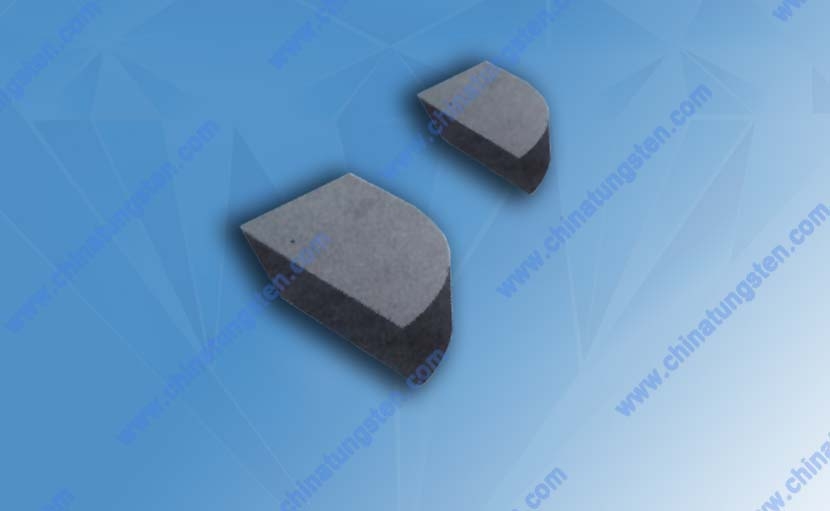
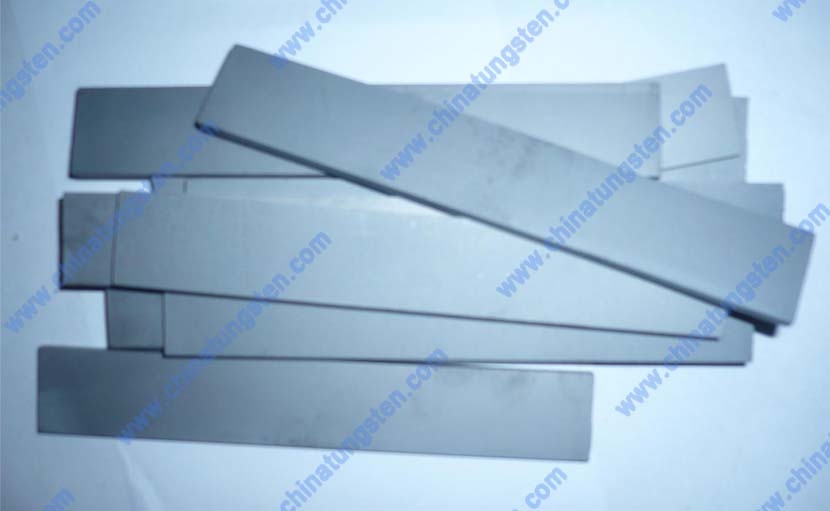
硬质合金焊接刀片采用碳化钨粉为原材料,结合钴粉或镍粉作为粘结剂共同经过混料、压制成型并最终烧结而成的硬质合金制品。在机械工程方面,硬质合金焊接刀片的加工应用极广,因其具有极强的耐磨以及极高的硬度,且易于焊接较少出现崩刀等情况,多被焊接至其他材质的切削工具上以间接提高工具的使用寿命。硬质合金焊接刀片形状各异,主要根据客户的非标尺寸定制,且根据不同的应用范围,可以对其进行精磨与磨光处理。更多详情,请访问硬质合金焊接刀片。
硬质合金焊接刀片具有良好的防腐锈特点,在建筑工程方面用途及广,延展性能好,焊接性好,不锈钢电焊片焊接工作用机器精密制作而成,造价低,焊接技术好。电焊片的具体规格、密度都是按照客户需要和图纸来操作的。 电焊片在焊接过程中的应注意焊接的火候,太大会造成电焊片的断裂,影响施工的性能特点。硬质合金焊接片表面防腐分为热镀锌、电镀锌、PVC涂塑、浸塑、特种电焊片;具有极强的防腐蚀抗氧化等特点。更多详情请访问http://cn.chinatungsten.com/Tungsten-Carbide.html。
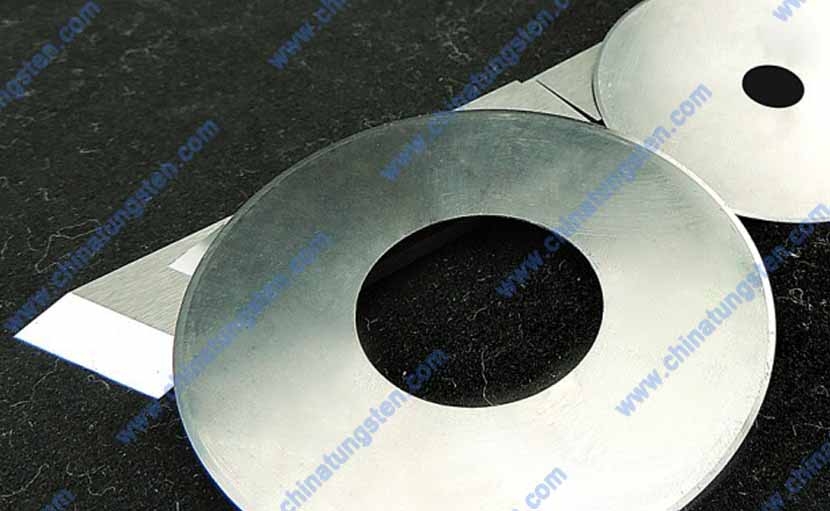
硬质合金环形刀片的切削部位为带锋利刀缘的环状刀片,具有硬质合金材料的所有优越性能,包括高硬度、耐磨以及耐高温等性能,因此可用于高速加工。根据不同的硬质合金牌号,硬质合金环形刀片的适用范围也不同,如YG6硬质合金环形刀片主要用于半精加工,冷硬铸铁,各种冷淬硬钢以及合金结构钢等。同时,硬质合金环形刀片广泛应用于切割各种电容线、引脚线、电子镇流器或电场刀盘等,甚至还可用于处理其他材质的锯片。更多详情,请访问硬质合金环形刀片。
硬质合金环形刀片大多用于切割引脚线,电容线和引线,电子镇流器或印刷电路板的二极管晶体管,印刷电路板和电场盘刀,也可以处理高品质的锯片。硬质合金环形刀片具有极高的耐磨性以及加工精度,刃口锋利,外圆精度高,因其特殊的薄片型刀身,使得其加工件上能够较为平整。根据用户不同的应用,硬质合金环形刀片的尺寸有Φ100xΦ65x2, Φ100xΦ65x5,其厚度甚至可以达到0.7mm。更多详情请访问http://cn.chinatungsten.com/Tungsten-Carbide.html。
硬质合金切削刀片牌号解释
- 星期五, 06 12月 2013 09:18
- 作者 硬质合金产品编辑4

硬质合金切削刀片型号的编排字母代表的含义不同,你知道其具体的含义么?比如型号A125中,A代表的是内外圆车刀、镗刀,同样的还有B代表的是成型刀 ,C是螺纹刀、切断刀, D是铣刀、浮动镗刀, E是钻头、铰刀 ,F是耐磨件;1代表同类别中不同型式的表示,1代表1型,2代表2型;25表示组要尺寸(L、B或D),比如20代表20毫米,06代表6毫米;附加字母的A、B、C表示主要尺寸相当时,其他尺寸有差异的型号代号。详情见:http://www.tungsten-carbide.com.cn/Chinese/solid-carbide-drill.html。
A代表内外圆车刀、镗刀, A1型代表制造外圆车刀、镗刀和切槽刀 A2型代表制造镗刀和端面车刀 ,A3型代表制造端面车刀和外圆车刀,A4型代表制造外圆车刀、镗刀和端面车刀, A5型代表制造直头外圆车刀、通孔镗刀及装配式端铣刀 A6型代表制造镗刀、外圆车刀;B代表成型刀, B1型代表制造成型车刀、燕尾槽刨刀和燕尾槽铣刀 ,B2型代表制造凹圆弧成型车刀和轮缘车刀, B3型代表制造凸圆弧成型车刀,B4型代表制造凹圆弧成型车刀和轮缘车刀; C代表螺纹刀、切断刀, C1型代表制造螺纹车刀及外圆精车刀 C2型代表制造精车刀及梯形螺纹车刀, C3型代表制造切断刀及切槽刀, C4型代表制造三角皮带轮切槽刀; D代表铣刀、浮动镗刀,D1型代表制造外圆车刀、镗刀和端面铣刀, D2型代表制造三面刃铣刀,T型槽铣刀和浮动镗刀, E-钻头、铰刀 ,E1型代表制造非金属和金属直槽钻头 E2型代表制造麻花钻头和直槽钻头; Z代表左刀 。 详情,请访问:硬质合金刀具。
硬质合金可转位刀片编号
- 星期四, 05 12月 2013 09:53
- 作者 硬质合金产品编辑4

硬质合金可转位刀片编号主要是产品型号的表示方法、品种规格、尺寸系列、制造公差以及值尺寸的测量方法等,都采用 ISO 标准相同的形式。为适应我国的国情还在国际标准规定的 9 个号位之后,加一短横线再用一个字母和一位数字表示刀片断屑槽形式和宽度。因此,我国可转位刀片的型号,共用 10 个号位的内容来表示主要参数的特征。按照规定,任何一个型号刀片都必须用前七个号位,后三个号位在必要时才使用。 对于车刀刀片,第十号位属于标准要求标注的部分。更多信息,请访问 http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
不论有无第八、九两个号位,第十号位都必须用短横线 "-" 与前面号位隔开,并且其字母不得使用第八、九两个号位已使用过的字母,当只使用其中一位时,则写在第八号位上,中间不需空格。详情请访问:硬质合金可转位刀片。