



硬质合金刀片 (103)
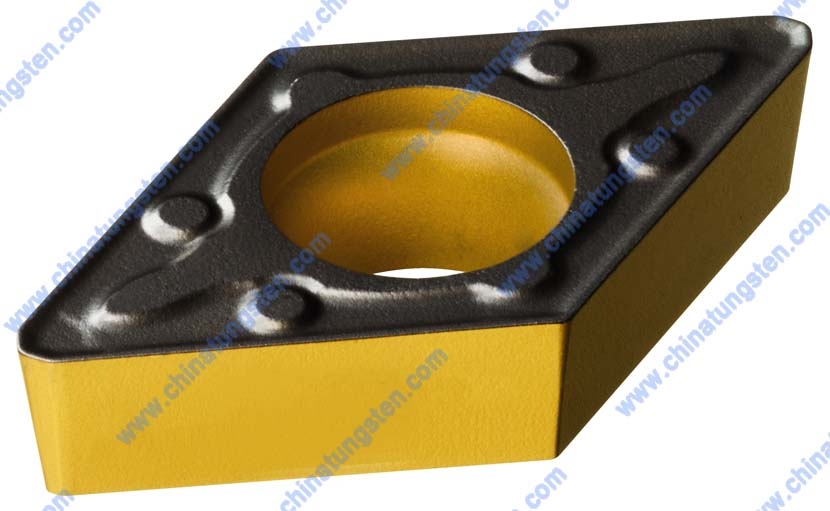
涂层硬质合金刀片指的是通过化学气象沉积法在硬质合金刀具的表面涂覆耐磨的碳化钛(TiC)、碳化钽(TiN)以及氮化铝钛(TiAlN2)等薄层,形成涂层硬质合金刀片。涂层硬质合金刀片一般均可以加工成硬质合金可转位刀片的式样,通过机夹方式将其固定在刀杆或刀体上使用。由于在刀片的表面涂覆薄层,相当于为刀片本身附加一层保护膜,因此涂层硬质合金刀片将具有更高的硬度以及耐磨性,可用于较高的切削速度,且涂层材料与工件之间的摩擦系数较小,使得涂层硬质合金刀片具有更长的使用寿命。
更多详情,请访问涂层硬质合金刀片。
涂层硬质合金刀片式通过化学气相沉积(CVD)等方法,在硬质合金刀片的表面上涂覆耐磨的TiC或TiN、HfN、Al2O3等薄 层,形成表面涂层硬质合金。硬质合金涂层的优点: 涂层硬质合金刀片一般均制成可转位的式样。用机夹方法装卡在刀杆或刀体上使用。它具有以下优点:1)由于表层的涂层材料具有极高的硬度和耐磨性,故与未涂层硬质合金相比,涂层硬质合金允许采用较高的切削速度,从而提高了加工效率;或能在同样的切削速度下大幅度地提高刀具耐用度。2)由于涂层材料与被加工材料之间的摩擦系数较小,故与未涂层刀片相比,涂层刀片的切削力有一定降低。3)涂层刀片加工时,已加工表面质量较好。4)由于综合性能好,涂层刀片有较好的通用性。一种涂层牌号的刀片有较宽的适用范围。更多详情请访问http://www.tungsten-carbide.com.cn/Chinese/grinding-tool-coating-benefits.html。
ZP10硬质合金切削刀片
- 星期二, 03 12月 2013 03:17
- 作者 硬质合金产品编辑4

ZP10硬质合金切削刀片,其密度为11.10~11.35g/cm³,抗弯强度不小于2000 N/MM², 硬度不小于92.0HRA。ZP10硬质合金耐磨性及强度较高,红硬性好。因此ZP10硬质合金切削刀片适用于钢、铸钢、可锻铸铁、连续球墨铸铁的精加工及半精加工,还可用于仿形、螺纹车削及铣削加工。ZP10硬质合金切削刀片具有高的硬度以及耐磨性,能够承受很大的切削力以及冲击力,并且在高温下仍能保持其硬度和强度。ZP10硬质合金切削刀片也具有良好的导热性,在切削时产生的热量容易传导出去,从而降低切削部分的温度,减轻刀具的磨损。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
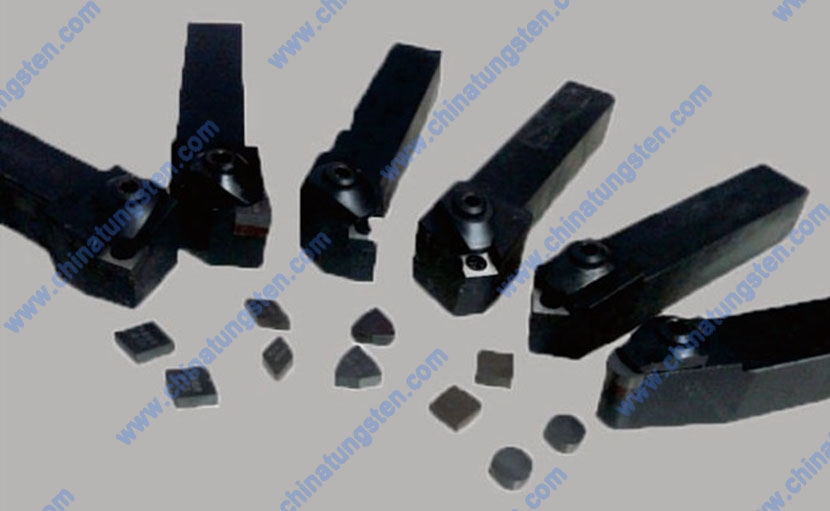
焊接式切削刀具结构应具有足够的刚性,足够的刚性是以最大允许的外形尺寸,以及采用较高强度的钢号和热处理来保证。硬质合金刀片应有足够的固定牢靠程度,它是靠刀槽及焊接质量来保证的,故要根据刀片形状及刀具几何参数,选择刀片镶槽形状。在将刀片焊接至刀杆上以前须对刀片、刀杆进行必要的检查,首先应检查刀片的支承面不能有严重弯曲,硬质合金焊接面不得有严重渗碳层,同时还应将硬质合金刀片表面及刀杆镶槽中的污垢进行清除,以保证焊接牢靠。为了保证焊接强度,应该选择合适的焊料,在焊接过程中,应保证良好的湿润性和流动性,并排除气泡,合焊接与合金焊接面充分接触,无缺焊现象。对于焊接熔剂,建议采用工业硼砂,在使用前在烘干炉中进行脱水处理,然后进行碾碎,过筛去除机械夹杂物,待用。在焊接高钛低钴细颗粒合金及焊接长而薄的合金刀片时,为减少焊接应力,建议采用厚度为0.2-0.5mm的薄片或网孔径1-2mm的网状补偿垫片进行焊接。详情,请访问:硬质合金刀具。
ZP25硬质合金切削刀片
- 星期二, 03 12月 2013 03:15
- 作者 硬质合金产品编辑4

ZP25硬质合金切削刀片,其密度为12.50~12.70g/cm³,抗弯强度不小于1950 N/MM², 硬度不小于91.5HRA。ZP25硬质合金适用于碳钢、铸钢、锰钢、高强钢及各种合金钢的粗车,是铣削、刨削和深孔加工导料块的理想材料。在ZP25硬质合金切削刀片上可涂上硬质合金涂层,采用化学气相沉积(CVD)法或物理气相沉积(PVD)法涂覆一层极薄硬质和耐磨性极高的难熔金属化合物而得到的刀具材料,使得ZP25硬质合金切削刀片既具有基体材料的强度和韧性,又具有很高的耐磨性。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
由于硬质合金刀片脆性较大,对裂纹形成敏感性强,所以刀具在刃磨过程中应避免过热或急冷,同时还要选择合适粒度和硬度的砂轮及合理的磨削工艺、避免产生刃磨裂纹,影响刀具使用寿命。在安装刀具时,刀头伸出刀架的长度应尽量小,否则,容易引起刀具震动,从而损坏合金片。刀具使用达到正常磨钝时,必须进行重磨,重磨后刀具,一定要用油石对刃口及刀尖圆角进行研磨,这样会提高刀具的使用寿命及安全可靠性。 详情,请访问:硬质合金刀具。
ZP35硬质合金切削刀片
- 星期一, 02 12月 2013 12:30
- 作者 硬质合金产品编辑4

ZP35硬质合金切削刀片,其密度为12.60~12.80g/cm³,抗弯强度不小于2250 N/MM², 硬度不小于91.0HRA。ZP35硬质合金红硬性好,并且有良好的抗冲击及抗热震性和高的使用强度。是通用性良好的牌号。适合于钢及铸钢的粗加工和强力切削。同时也可采用化学气相沉积(CVD)法或物理气相沉积(PVD)法涂覆一层极薄硬质和耐磨性极高的难熔金属化合物而得到涂层ZP35硬质合金切削刀片。通过这种方法,使ZP35硬质合金切削刀片既具有基体材料的强度和韧性,又具有很高的耐磨性。常用的涂层材料有TiC、TiN、Al2O3等。TiC的韧性和耐磨性好;TiN的抗氧化、抗粘结性好;Al2O3的耐热性好。使用时可根据不同的需要选择涂层材料。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
ZP35硬质合金切削刀片有8种常见的磨损形式:
1、刃口磨损。改进办法:提高进给量;降低切削速度;使用更耐磨的刀片材质;使用涂层刀片。 2、崩碎。改进办法:使用韧性更好的材质;使用刃口强化的刀片;检查工艺系统的刚性;加大主偏角。 3、热变形。改进办法:降低切削速度;减少进给;减少切深;使用更具热硬性的材质。 4、切深处破损。改进办法:改变主偏角;刃口强化;更换刀片材质。 5、热裂纹。改进办法:正确使用冷却液;降低切削速度;减少进给;使用涂层刀片。 6、积屑。改进办法:提高切削速度;提高进给;使用涂层刀片或金属陶瓷刀片;使用冷却液;使刃口更锋利。 7、月牙洼磨损。改进办法:降低切削速度;降低进给;使用涂层刀片或金属陶瓷刀片;使用冷却液。 8,断裂。改进办法:使用韧性更好的材质或槽型;减少进给;减少切深;检查工艺系统的刚性。
注意:通常当后刀面磨损达0.7毫米时,应更换刀片刃口;精加工时最大磨损量为0.04毫米。 详情,请访问:硬质合金刀具。
ZK30UF硬质合金切削刀片
- 星期一, 02 12月 2013 12:28
- 作者 硬质合金产品编辑4

ZK30UF硬质合金切削刀片,其密度为14.30~14.55g/cm³,抗弯强度不小于2800 N/MM², 硬度不小于91.7HRA。ZK30UF硬质合金切削刀片具有特别优越的纫性,硬度也较高,因此ZK30UF硬质合金切削刀片适用于各种铸铁,有色金属的粗加工和强力的铣削,特别是作为孔加工刀具十分理想。同时ZK30UF硬质合金切削刀片比高速钢切削速度高4~7倍,刀具寿命高5~80倍,可切削50HRC左右的硬质材料。ZK30UF硬质合金切削刀片具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
硬质合金烧结过程可以分为四个基本阶段:
1:脱除成形剂及预烧阶段,在这个阶段烧结体发生如下变化:成型剂的脱除,烧结初期随着温度的升高,成型剂逐渐分解或汽化,排除出烧结体,与此同时,成型剂或多或少给烧结体增碳,增碳量将随成型剂的种类、数量以及烧结工艺的不同而改变。粉末表面氧化物被还原,在烧结温度下,氢可以还原钴和钨的氧化物,若在真空脱除成型剂和烧结时,碳氧反应还不强烈。粉末颗粒间的接触应力逐渐消除,粘结金属粉末开始产生回复和再结晶,表面扩散开始发生,压块强度有所提高。
2:固相烧结阶段(800℃--共晶温度)在出现液相以前的温度下,除了继续进行上一阶段所发生的过程外,固相反应和扩散加剧,塑性流动增强,烧结体出现明显的收缩。
3:液相烧结阶段(共晶温度--烧结温度)当烧结体出现液相以后,收缩很快完成,接着产生结晶转变,形成合金的基本组织和结构。
4:冷却阶段(烧结温度--室温)在这一阶段,合金的组织和相成分随冷却条件的不同而产生某些变化,可以利用这一特点,对硬质合金进行热处理以提高其物理机械性能。详情,请访问:硬质合金刀具。
ZK20UF硬质合金切削刀片
- 星期一, 02 12月 2013 12:26
- 作者 硬质合金产品编辑4
ZK20UF硬质合金切削刀片,其密度为14.50~14.75g/cm³,抗弯强度不小于2700 N/MM², 硬度不小于92.5HRA。ZK20UF硬质合金兼有硬度高、高强度,是制作镗刀、整体硬质合金孔加工刀具的良好材料,同时适用于各种铸铁及有色金属的半精加工和粗加工。硬质合金的硬度高,耐磨性好,ZK20UF硬质合金切削刀片即使在500℃下也基本保持不变,在1000℃时仍有很高的硬度,其切削速度等于碳素钢的数百倍。如果涂上涂层,则使用寿命可延长3倍,切削速度可提高25%~50%,可用来切削很难加工的材料。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
硬质合金广泛用作刀具材料,如车刀、铣刀、刨刀、钻头、镗刀等,用于切削铸铁、有色金属、塑料、化纤、石墨、玻璃、石材和普通钢材,也可以用来切削耐热钢、不锈钢、高锰钢、工具钢等难加工的材料。现在新型硬质合金刀具的切削速度等于碳素钢的数百倍。 硬质合金还可用来制作凿岩工具、采掘工具、钻探工具、测量量具、耐磨零件、金属磨具、汽缸衬里、精密轴承、喷嘴等。硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。详情,请访问:硬质合金刀具。
ZK10UF硬质合金切削刀片
- 星期一, 02 12月 2013 12:23
- 作者 硬质合金产品编辑4
ZC10UF硬质合金切削刀片,其密度为14.75~14.95g/cm³,抗弯强度不小于2500 N/MM², 硬度不小于93.2HRA。ZK10UF硬质合金适用于各种铸铁及有色金属的精加工和半精加工,也是制作整体硬质合金孔加工工具的优良材料。在许多情况下,ZK10UF硬质合金切削刀片需要进行涂层。涂层不仅能够提供润滑性和增加硬度,同时还能为基体提供扩散屏障,使其暴露于高温下时可防止氧化。硬质合金基体对于涂层的性能至关重要。除了定制基体粉料的主要特性以外,还可以通过化学选择和改变烧结方法定制基体的表面特性。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
WC-Co硬质合金在兼具硬度和韧性方面具有独到优势。碳化钨(WC)本身具有很高的硬度(超过刚玉或氧化铝),而且在工作温度升高时其硬度也很少下降。但是,它缺乏足够的韧性,而这对于切削刀具是必不可少的性能。为了利用碳化钨的高硬度,并改善其韧性,人们利用金属结合剂将碳化钨结合在一起,从而使这种材料既具有远远超过高速钢的硬度,同时又能够承受在大多数切削加工中的切削力。此外,它还能承受高速加工所产生的切削高温。 如今,几乎所有的WC-Co刀具和ZK10UF硬质合金切削刀片都采用了涂层,因此,基体材料的作用似乎显得不太重要了。但实际上,正是WC-Co材料的高弹性系数(衡量刚度的指标,WC-Co的室温弹性系数约为高速钢的三倍)为涂层提供了不变形的基底。WC-Co基体还能提供所需要的韧性。这些性能都是WC-Co材料的基本特性,但也可以在生产硬质合金粉体时,通过调整材料成分和微观结构而定制材料性能。因此,刀具性能与特定加工的适配性在很大程度上取决于最初的制粉工艺。详情,请访问:硬质合金刀具。
ZK10UF硬质合金切削刀片
- 星期一, 02 12月 2013 12:23
- 作者 硬质合金产品编辑4
ZC10UF硬质合金切削刀片,其密度为14.75~14.95g/cm³,抗弯强度不小于2500 N/MM², 硬度不小于93.2HRA。ZK10UF硬质合金适用于各种铸铁及有色金属的精加工和半精加工,也是制作整体硬质合金孔加工工具的优良材料。在许多情况下,ZK10UF硬质合金切削刀片需要进行涂层。涂层不仅能够提供润滑性和增加硬度,同时还能为基体提供扩散屏障,使其暴露于高温下时可防止氧化。硬质合金基体对于涂层的性能至关重要。除了定制基体粉料的主要特性以外,还可以通过化学选择和改变烧结方法定制基体的表面特性。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
WC-Co硬质合金在兼具硬度和韧性方面具有独到优势。碳化钨(WC)本身具有很高的硬度(超过刚玉或氧化铝),而且在工作温度升高时其硬度也很少下降。但是,它缺乏足够的韧性,而这对于切削刀具是必不可少的性能。为了利用碳化钨的高硬度,并改善其韧性,人们利用金属结合剂将碳化钨结合在一起,从而使这种材料既具有远远超过高速钢的硬度,同时又能够承受在大多数切削加工中的切削力。此外,它还能承受高速加工所产生的切削高温。 如今,几乎所有的WC-Co刀具和ZK10UF硬质合金切削刀片都采用了涂层,因此,基体材料的作用似乎显得不太重要了。但实际上,正是WC-Co材料的高弹性系数(衡量刚度的指标,WC-Co的室温弹性系数约为高速钢的三倍)为涂层提供了不变形的基底。WC-Co基体还能提供所需要的韧性。这些性能都是WC-Co材料的基本特性,但也可以在生产硬质合金粉体时,通过调整材料成分和微观结构而定制材料性能。因此,刀具性能与特定加工的适配性在很大程度上取决于最初的制粉工艺。详情,请访问:硬质合金刀具。
ZC1硬质合金切削刀片
- 星期一, 02 12月 2013 12:21
- 作者 硬质合金产品编辑4
ZC1硬质合金切削刀片,其密度为13.7~14.00g/cm³,抗弯强度不小于1700 N/MM², 硬度不小于91.6HRA。ZC1硬质合金切削韧性和红硬性均较好,是一种涂层基体牌号,因此ZC1硬质合金适于碳钢和合金钢的半精加工,常用于制作螺纹刀具。ZC1硬质合金切削刀片上也可以涂上涂层,采用化学气相沉积(CVD)法或物理气相沉积(PVD)法涂覆一层极薄硬质和耐磨性极高的难熔金属化合物而得到的刀具材料,这样使ZC1硬质合金切削刀片具有很高的耐磨性和韧性。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
涂层硬质合金是在韧性、强度较好的硬质合金基体上或高速钢基体上,采用化学气相沉积(CVD)法或物理气相沉积(PVD)法涂覆一层极薄硬质和耐磨性极高的难熔金属化合物而得到的刀具材料。通过这种方法,使刀具既具有基体材料的强度和韧性,又具有很高的耐磨性。常用的涂层材料有TiC、TiN、Al2O3等。TiC的韧性和耐磨性好;TiN的抗氧化、抗粘结性好;Al2O3的耐热性好。使用时可根据不同的需要选择涂层材料。 详情,请访问:硬质合金刀具。

M35硬质合金刀片属于超细颗粒合金,硬度不低于91.5HRA。密度在14.4 g/cm³到14.6 g/cm³的范围内,适用于低速粗车,铣削耐热的硬质合金及钛合金,作为切断刀及丝锥、锯片铣刀尤佳。抗弯强度不低于1750N/mm²,含碳化钨量在78%到94%的范围内,含钴量介于5%与11%之间,含钛量处于2%至10%上下浮动,含钽量是0%~10%不等。以高精度,高可靠性为前提已被全球广泛使用以提高生产力。根据不同的应用,硬质合金刀片的排序为木刀具,夹紧刀片,铣削和车削刀片等。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
M35硬质合金刀片各成分的质量分数

更多信息,烦请参考:硬质合金刀片。