



硬质合金刀片 (103)
YT30硬质合金切削刀片
- 星期五, 29 11月 2013 10:41
- 作者 硬质合金产品编辑4

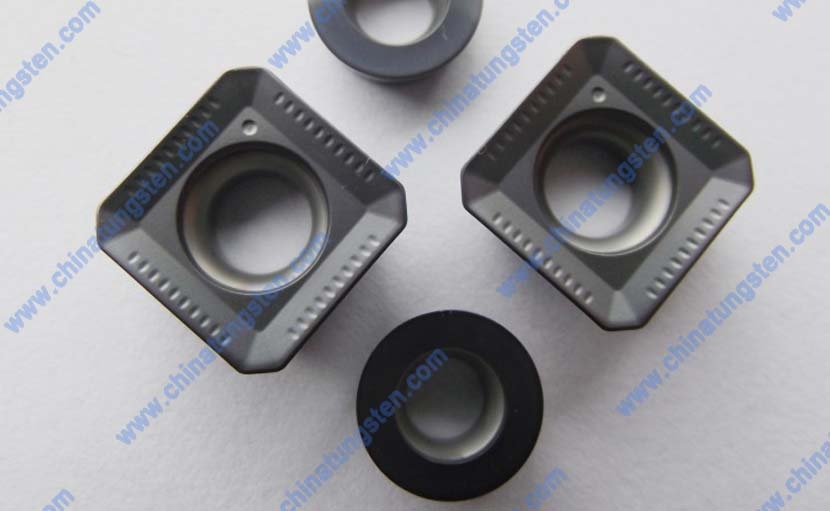
YT30硬质合金切削刀片,相当于ISO分组代号中的K30。其密度为9.4~9.6g/cm³,抗弯强度不小于1200 N/MM², 硬度不小于93.2HRA。YT30硬质合金切削刀片的耐磨性和运行的切削速度较YT15高,但使用强度抗冲击韧性较差。目前,有数百种不同成分的WC基硬质合金,它们中大部分都采用钴(Co)作为结合剂,镍(Ni)和铬(Cr)也是常用的结合剂元素,另外还可以添加其他一些合金元素。其中的YT30硬质合金切削刀片适用于碳素钢与合金钢的精加工,如小断面的精车精镗,精扩等。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
无论用于何种加工,刀具都有三个主要角度:前角、切入角和后角。其作用如下: ①前角:影响切削力、切削刃强度和切屑流动特性; ②切入角:控制切削力的方向,有效减薄切屑,保护切削刃最薄弱的部位; ③后角:确保刀具切削时不会与工件发生摩擦。 通过对刀具的这三个角度进行综合优化,可以强化切削刃,同时使工件材料能从切削区自由流出,从而减小切削力,延长刀具寿命。详情,请访问:硬质合金刀具。

K15硬质合金刀片的硬度不低于91HRA,密度在14.2g/cm³到14.6g/cm³的范围内,以高精度,高可靠性为前提K15刀片已被全球广泛使用以提高生产力。适用于加工整体硬质合金钻头、整体硬质铣刀和整体硬质铰刀等刀具。具有较高的耐磨性及韧性,抗弯强度不低于2100HRA,含碳化钨量在90%~96%的范围内,含钴量介于4%与7%之间,含钛量处于0%至1%上下浮动,含钽量是0%~2%不等。根据不同的应用,硬质合金刀片的排序为木刀具,夹紧刀片,铣削和车削刀片等。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
K15硬质合金刀片各成分的质量分数

更多信息,烦请参考:硬质合金刀片。
YS2T硬质合金切削刀片
- 星期五, 29 11月 2013 10:36
- 作者 硬质合金产品编辑4
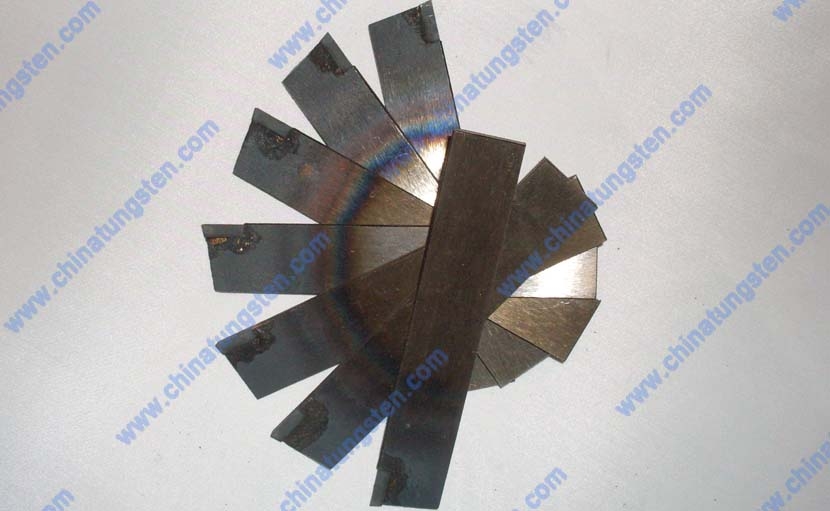
YS2T硬质合金切削刀片,相当于ISO分组代号中的M20。其密度为14.4g/cm²,抗弯强度为1960MPa, 硬度为91.5HRA。由于其良好的性能,YS2T硬质合金切削刀片广泛适用于不锈钢、低合金钢的半精加工。YS2T硬质合金切削刀片在兼具硬度和韧性方面具有独到的优势。碳化钨本身具有很高的硬度,甚至超过刚玉和氧化铝,而且在工作时温度升高很多时硬度也很少下降。却但是缺乏足够的韧性。YS2T硬质合金切削刀片用金属结合剂将碳化钨结合在一起,从而使刀片既具有超过高速钢的硬度,同时又能承受大多数切削家工作的切削力。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
硬质合金是使用最广泛的一类高速加工(HSM)刀具材料,此类材料是通过粉末冶金工艺生产的,由硬质碳化物(通常为碳化钨WC)颗粒和质地较软的金属结合剂组成。目前,有数百种不同成分的WC基硬质合金,它们中大部分都采用钴(Co)作为结合剂,镍(Ni)和铬(Cr)也是常用的结合剂元素,另外还可以添加其他一些合金元素。详情,请访问:硬质合金刀具。

K10硬质合金刀片的硬度不低于91.0HRA,经过了生产使用证明加工冷硬合金铸铁与耐热合金可获得良好的效果同时也适用于普通铸铁的精加工。抗弯强度不低于1420N/mm²,密度在14.6 g/cm³到15.0g/cm³的范围内。含碳化钨量在84%到90%的范围内,含钴量介于4%与7%之间,含钛量处于0%~1%上下浮动,含钽量是0%~2%不等。以高精度,高可靠性为前提已被全球广泛使用以提高生产力。根据不同的应用,硬质合金刀片的排序为木刀具,夹紧刀片,铣削和车削刀片等。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
K10硬质合金刀片各成分的质量分数

更多信息,烦请参考:硬质合金刀片。
YM201硬质合金切削刀片
- 星期五, 29 11月 2013 10:33
- 作者 硬质合金产品编辑4

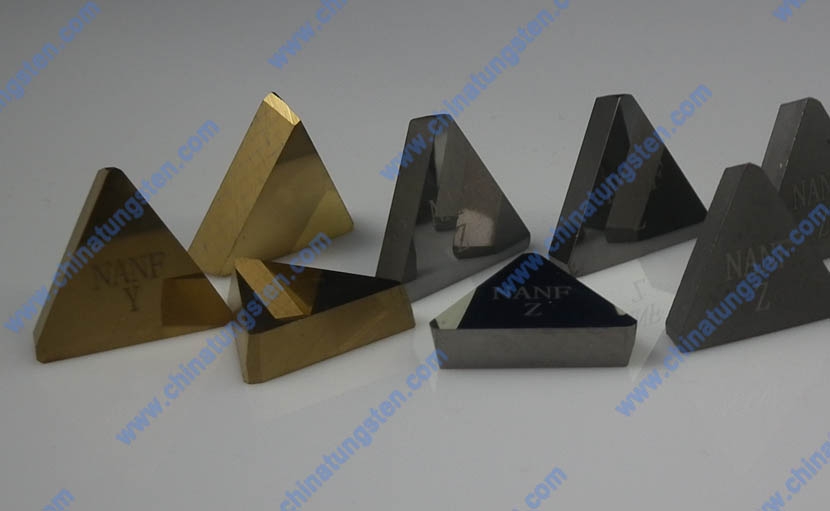
YM201硬质合金切削刀片,相当于ISO分组代号中的K10。其密度为13.9g/cm³,抗弯强度为1600MPa, 硬度为93.0HRA。适用于铸铁、有色金属的精加工、半精加工、亦可用于锰钢、淬火钢加工。YM201涂层硬质合金切削刀片具有较低的摩擦系数,可降低切削时的切削力以及切削温度,因此可以大大提高刀具的耐用度(YM201涂层硬质合金切削刀片的耐用度至少可提高1倍)。目前常见的涂层已由最初单一的TiC、TiN、Al2O3,开发到复合膜、厚膜以及多元涂层的阶段。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
涂层材料须具有硬度高、耐磨性好、化学性能稳定、不与工件材料发生化学反应、耐热耐氧化、摩擦因数低,以及与基体附着牢固等要求。显然,单一的涂层材料很难满足上述各项要求。所以硬质涂层材料已由最初只能涂单一的TiC、TiN、Al2O3,进入到开发厚膜、复合和多元涂层的新阶段。新开发的TiCN、TiAlN、TiAlN多元、超薄、超多层涂层与TiC、TiN、Al2O3等涂层的复合,加上新型的抗塑性变形基体,在改善涂层的韧性、涂层与基体的结合强度、提高涂层耐磨性方面有了重大进展。目前,又突破了在硬质合金基体上涂覆金刚石薄膜技术,全面提高了刀具的性能。详情,请访问:硬质合金刀具。
K05硬质合金刀片的硬度不低于91.5HRA,密度在14.6g/cm³到15.0g/cm³的范围内。主要适用于硬铸铁、有色金属及其合金的半精加工亦适用于高锰钢、淬火钢和硬质合金钢的半精加工及精加工。以高精度,高可靠性为前提已被全球广泛使用以提高生产力。抗弯强度不低于1370,含碳化钨量在78%到94%的范围内,含钴量介于4%与9%之间,含钛量处于3%~11%上下浮动,含钽量是0%至11%不等。根据不同的应用,硬质合金刀片的排序为木刀具,夹紧刀片,铣削和车削刀片等。更多信息请访问:http://cn.chinatungsten.coK/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
K05硬质合金刀片各成分的质量分数

更多信息,烦请参考:硬质合金刀片。
YG813硬质合金切削刀片
- 星期五, 29 11月 2013 10:31
- 作者 硬质合金产品编辑4

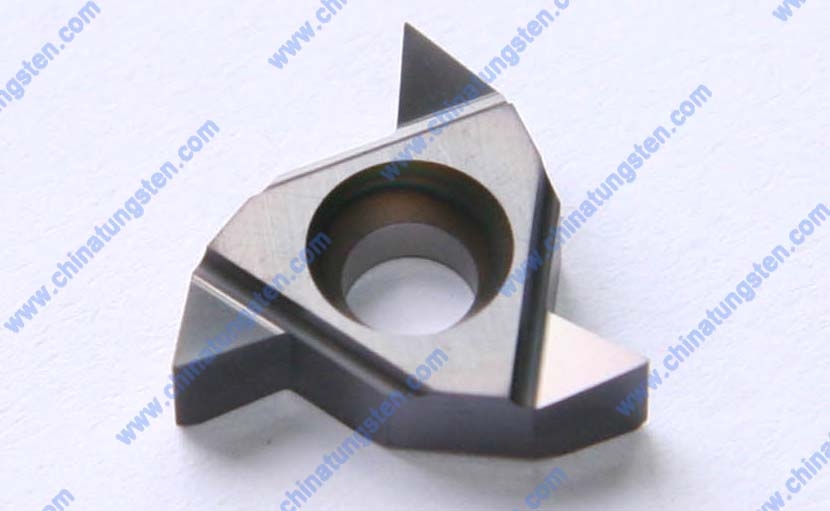
YG813硬质合金切削刀片,其密度为14.30~14.50g/cm³,抗弯强度不小于2200 N/MM², 硬度不小于92.0HRA。由于YG813硬质合金切削刀片具有良好的耐磨性,较高的抗弯强度和抗粘结能力,因此YG813硬质合金切削刀片广泛应用于加工高温合金,高锰钢、不锈钢等材料。YG813硬质合金切削刀片比高速钢切削速度高4~7倍,刀具寿命高5~80倍,可切削50HRC左右的硬质材料。近年来,涂层硬质合金也问世了,如表面碳化钛涂层的厚度不过几微米,但是与同牌号的合金刀具相比,使用寿命延长了3倍,切削速度提高25%~50%。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html
硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。硬质合金广泛用作刀具材料,如车刀、铣刀、刨刀、钻头、镗刀等,用于切削铸铁、有色金属、塑料、化纤、石墨、玻璃、石材和普通钢材,也可以用来切削耐热钢、不锈钢、高锰钢、工具钢等难加工的材料。现在新型硬质合金刀具的切削速度等于碳素钢的数百倍。 硬质合金还可用来制作凿岩工具、采掘工具、钻探工具、测量量具、耐磨零件、金属磨具、汽缸衬里、精密轴承、喷嘴等。 详情,请访问:硬质合金刀具
YG643硬质合金切削刀片
- 星期五, 29 11月 2013 10:29
- 作者 硬质合金产品编辑4

YG643硬质合金切削刀片,其密度为13.60~13.80g/cm³,抗弯强度不小于1700 N/MM², 硬度不小于93.3HRA。由于YG643硬质合金切削刀片具有较高的耐磨性,优良的抗氧化和抗粘结能力,因此YG643硬质合金切削刀片广泛应用于铸铁、高温合金、高温铸铁、不锈钢、淬火钢以及有色金属的加工。YG643硬质合金切削刀片具有较高的硬度以及耐磨性,不错的强度及韧性,因此能承受很大的切削力和冲击力,同时也拥有良好的耐热性和导热性,在高温下仍能保持其硬度和强度。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
用于切削刀具的硬质合金是在1927年被引入商业领域的,尽管重大的发现是在德国,许多后期的开发却是在美国、奥地利、瑞典和其他国家进行的。近年来在硬 质合金切削工具中出现了两次“革命”,一次由美国领导,另一次由欧洲领导。它们的变化是由铜焊接硬质合金嵌入变成夹具嵌入,以及涂敷技术的迅速发展。碳化钨/钴(WC/Co):首先进行商业应用的烧结硬质合金是由碳化钨高角颗粒与金属钴粘结而成。最初打算用于拔丝模,这个成分类型仍然被视为对简单磨损具有极好的抵抗力,因此也广泛应用于切削加工之中。对于从装填密度而获得的最大硬度,碳化钨细粒应尽可能的小,最好低于1μm(0.00004英寸)而且对于特殊用途要相当小。随着钴含量的降低其硬度和耐 磨损性能增高,只要保证烧结中存在最低含量的钴(2%即可,尽管实际的最低含量是3%)即可。总之,随着碳化物细粒或钴的含量或者两者的增加--通常是一 致的--会获得更硬或者较软的等级。不能见到气孔,甚至在最高的光学放大下也不应看到。 详情,请访问:硬质合金刀具。
YG640硬质合金切削刀片
- 星期五, 29 11月 2013 10:25
- 作者 硬质合金产品编辑4
YG640硬质合金切削刀片,其密度为13.10~13.30g/cm³,抗弯强度不小于2300 N/MM², 硬度不小于91.5HRA。由于YG640硬质合金切削刀片具有抗冲击、抗氧化能力。适于大型铸件的连续、间断切削和耐热钢、高强度钢铣削、刨削。 YG即钨钴类,由碳化钨和钴组成。这类硬质合金韧性较好,但硬度和耐磨性较差,适用于加工铸铁、青铜等脆性材料。常用的牌号有:YG8、YG6、YG3,它们制造的刀具依次适用于粗加工、半精加工和精加工。数字表示Co含量的百分数,YG6即含Co为6%,含Co越多,则韧性越好。请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
由于非常硬的硬质合金颗粒,特别是碳化钨在富铁基质的出现使得高速钢具有优异的加工能力。从纯碳化钨中制造切削刀具的现代制造方法是基于这项知识之上的。 早期的硬质合金在用于工业用途时过于脆弱,但是不久发现将碳化钨粉末与大约10%的金属,如铁、镍或钴,允许压坯在大约1500℃下烧结,在这个过程中生 成的产品具有低孔隙率、非常高的硬度,而且相当大的强度。这些性质的组合使得材料理想的适合用来作为切削金属的加工刀具。 详情,请访问:硬质合金刀具。
K01硬质合金刀片的硬度不低于92HRA,K01刀片适合作用于铸铁、有色金属及合金淬火钢合金钢小切削断面高速精加工。抗弯强度不低于1320N/mm²,密度在14.6g/cm³到15.2g/cm³的范围内。以高精度,高可靠性为前提,硬质合金刀片K01已被全球广泛使用以提高生产力。含碳化钨量在84%到90%的范围内,含钴量介于4%与7%之间,含钛量处于0%~1%上下浮动,含钽量是0%~2%不等。根据不同的应用,硬质合金刀片的排序为木刀具,夹紧刀片,铣削和车削刀片等。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
K01硬质合金刀片各成分的质量分数

更多信息,烦请参考:硬质合金刀片。