



硬质合金刀片 (103)
YG546硬质合金切削刀片
- 星期四, 05 12月 2013 09:15
- 作者 硬质合金产品编辑4

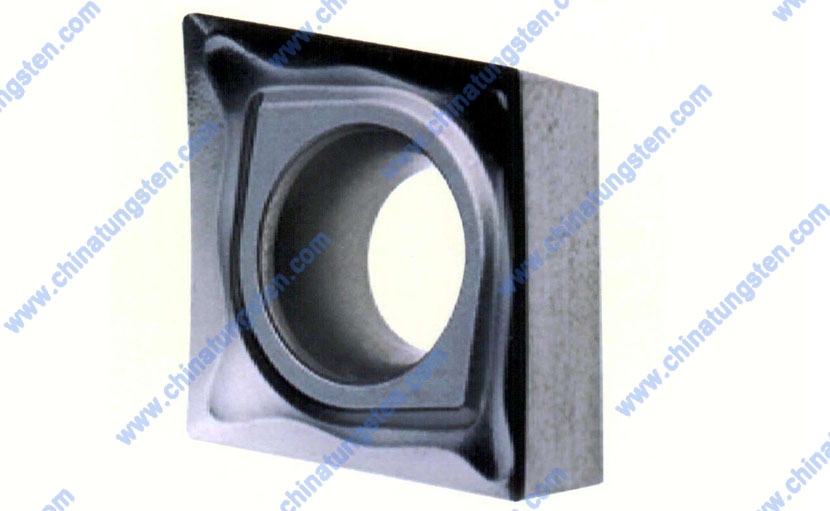
YG546硬质合金切削刀片,其密度为14.55~14.75g/cm³,抗弯强度不小于2700 N/MM², 硬度不小于90.5HRA。由于YG546硬质合金切削刀片韧性较好,强度高,能够承受较大的冲击负荷。因此YG546硬质合金切削刀片广泛应用于不锈钢以及铸铁的粗加工。如果对YG546硬质合金切削刀片需要进行涂层,就能够提供润滑性和增加硬度,还能为基体提供扩散屏障,使其暴露于高温下时可防止氧化。硬质合金基体对于涂层的性能至关重要。除了定制基体粉料的主要特性以外,还可以通过化学选择和改变烧结方法定制基体的表面特性。通过钴的迁移,可在刀片表面最外层20-30μm厚度内富集相对于工件其余部位更多的钴,从而赋予基体表层更好的强韧性,使其具有较强的抗变形能力。请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
世界上有50多个国家生产硬质合金,总产量可达27000~28000t-,主要生产国有美国、俄罗斯、瑞典、中国、德国、日本、英国、法国等,世界硬质合金市场基本处于饱和状态,市场竞争十分激烈。中国硬质合金工业是50年代末期开始形成的,60~70年代中国硬质合金工业得到了迅速发展,90年代初中国硬质合金总生产能力达6000t,硬质合金总产量达5000t,仅次于俄罗斯和美国,居世界第3位。详情,请访问:硬质合金刀具。
YG522硬质合金切削刀片
- 星期四, 05 12月 2013 09:11
- 作者 硬质合金产品编辑4

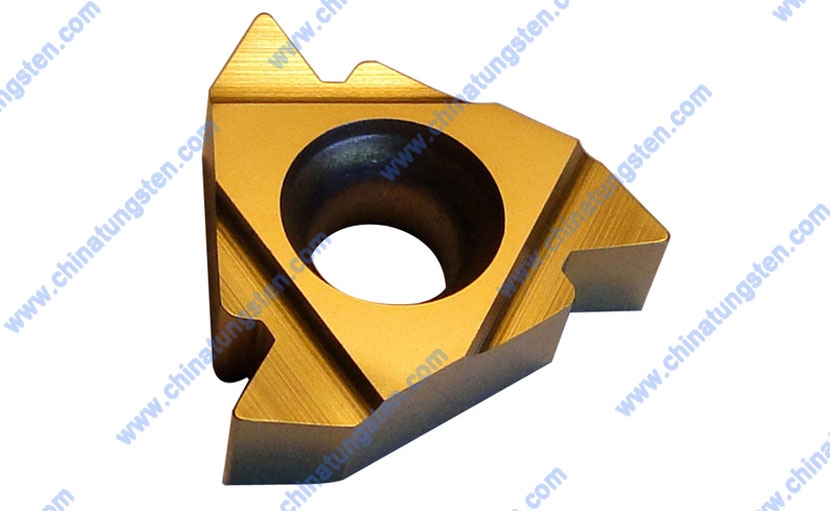
YG522硬质合金切削刀片,其密度为14.20~14.40g/cm³,抗弯强度不小于2000 N/MM², 硬度不小于92.5HRA。由于其耐磨性好,使用强度高,因此YG522硬质合金切削刀片是竹、木加工专用牌号,同时也可用于有色金属和非金属材料的切削加工。制造YG522硬质合金切削刀片时,选用的原料粉末粒度在1~2微米之间,且纯度很高。原料按规定组成比例进行配料,加进酒精或其他介质在湿式球磨机中湿磨,使它们充分混合、粉碎,经干燥、过筛后加入蜡或胶等一类的成型剂,再经过干燥、过筛制得混合料。然后,把混合料制粒、压型,加热到接近粘结金属熔点(1300~1500℃)的时候,硬化相与粘结金属便形成共晶合金。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
硬质合金的硬度取决于硬化相含量和晶粒粒度,即硬化相含量越高、晶粒越细,则硬度也越大。硬质合金的韧性由粘结金属决定,粘结金属含量越高,抗弯强度越大。 硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。硬质合金广泛用作刀具材料,如车刀、铣刀、刨刀、钻头、镗刀等,用于切削铸铁、有色金属、塑料、化纤、石墨、玻璃、石材和普通钢材,也可以用来切削耐热钢、不锈钢、高锰钢、工具钢等难加工的材料。现在新型硬质合金刀具的切削速度等于碳素钢的数百倍。硬质合金还可用来制作凿岩工具、采掘工具、钻探工具、测量量具、耐磨零件、金属磨具、汽缸衬里、精密轴承、喷嘴等。 详情,请访问:硬质合金刀具。
YD201硬质合金切削刀片
- 星期四, 05 12月 2013 09:08
- 作者 硬质合金产品编辑4
YD201硬质合金切削刀片,相当于ISO分组代号中的K20。其密度为14.89g/cm³,抗弯强度不小于1800MPa, 硬度不小于91.0HRA。由于其良好的性能,YD201常被用作轻合金的半精加工以及轻合金的粗加工、也可以用作低合金钢的铣削加工以及铸铁。刀具切削性能的优劣直接影响生产效率、加工质量和生产成本。刀具的切削性能首要取决于切削部分的材料,其次是几何形状以及刀具结构的设计和选择是否合理。在使用刀片的过程中,不可避免地都会磨损,常见的刃口磨损,其改进的办法为降低切削速度,提高进给量,或者使用涂层的刀片。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
由于硬质合金刀片脆性较大,对裂纹形成敏感性强,所以刀具在刃磨过程中应避免过热或急冷,同时还要选择合适粒度和硬度的砂轮及合理的磨削工艺、避免产生刃磨裂纹,影响刀具使用寿命。在安装刀具时,刀头伸出刀架的长度应尽量小,否则,容易引起刀具震动,从而损坏合金片。刀具使用达到正常磨钝时,必须进行重磨,重磨后刀具,一定要用油石对刃口及刀尖圆角进行研磨,这样会提高刀具的使用寿命及安全可靠性。 详情,请访问:硬质合金刀具。
YC201硬质合金切削刀片
- 星期四, 05 12月 2013 09:03
- 作者 硬质合金产品编辑4
YC201硬质合金切削刀片,相当于ISO分组代号中的P20。其密度为11.79g/cm³,抗弯强度不小于1400MPa, 硬度不小于91.8HRA。YC201广泛应用于钢、铸钢的精加工以及半精加工,在生产过程中适宜采用中等的给进量。 在切削过程中,刀具切削部分不仅需要承受很大的切削力,并且还需要承受刀片变形以及摩擦产生的高温,因此为了保持刀具的切削力,刀具需要具备高的硬以及高的耐磨性。正常情况下,刀具材料的硬度越高,耐磨性也就越好。刀具的材料必须高于工件材料的硬度。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
在切削过程中,刀具切削部分不仅要承受很大的切削力,而且要承受切屑变形和摩擦产生的高温,要保持刀具的切削能力,刀具应具备如下的切削性能。 1.高的硬度和耐磨性,刀具材料的硬度必须高于工件材料的硬度。常温下一般应在HRC60以上。一般说来,刀具材料的硬度越高,耐磨性也越好。 2.足够的强度和韧性,刀具切削部分要承受很大的切削力和冲击力。因此,刀具材料必须要有足够的强度和韧性。 3.良好的耐热性和导热性。详情,请访问:硬质合金刀具。

硬质合金数控刀片是具有较高精度的一类硬质合金刀片,根据不同的形状可以分为S型、T型以及R型等。硬质合金数控刀片具有不同的精度级,刀片精度级越高,磨损速率越低,因此使用高精度级的硬质合金数控刀片进行切削加工,可以有效延长刀片的使用寿命,同时可以提高工件的加工表面平整度及质量。硬质合金数控刀片主要应用于数控机床,根据不同的加工方式,可选择对刀片表面增加镀层处理,如镀上氮化铝钛等涂层,均可有效保护刀片表面质量,使用寿命更长。更多详情,请访问硬质合金数控刀片。
硬质合金数控刀片主要用于机械加工行业的数控机床中,用字母及数字表示,根据不同的形状分为不同的型号。硬质合金数控刀片与钎焊式和其他机械夹固式的刀具相比有如下优点:
①避免了硬质合金钎焊时容易产生裂纹的缺点;
②数控刀片适合用气相沉积法在硬质合金刀片表面沉积薄层更硬的材料(碳化钛、氮化钛和氧化铝),以提高切削性能;
③换刀时间较短;
④由于数控刀片是标准化和集中生产的,刀片几何参数易于一致,切屑控制稳定。数控刀片的应用范围很广,包括各种车刀、镗刀、铣刀、外表面拉刀、大直径深孔钻和套料钻等。更多详情请访问http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。

硬质合金木工刀片采用硬质合金为材料,凭借其高耐磨性、高硬度以及高抗弯强度等特性成为广泛使用的刀具材料,在各个刀具行业得到青睐,包括木工行业。硬质合金木工刀片形状各异,有长条状或者圆锯片状,通常根据用户的图纸及特殊尺寸要求进行订制,具有锋利的刀锋,硬度高且不易出现崩刃现象。由于硬质合金的耐磨性,硬质合金木工刀片在长期木制品切削中的磨损量较小,与传统刀具材料以及高速钢刀具等材料相比具有更长的使用寿命,性价比更高。更多详情,请访问硬质合金木工刀片。
硬质合金木工刀片采用具有高硬度的硬质合金材料制成,通过碳化钨粉及作为粘结相的钴粉或镍粉组成的混料进行粉末冶金加工以及球磨等工序,再进行压制成型并最终烧结而成。具有较高的密度以及耐磨性,是木工刀具行业中广泛使用的刀具,且相较于其他刀具材料,使用寿命更长,崩刃现象更少,得到用户的广泛好评。用于硬质合金木工刀片的牌号众多,可选用YG8、YG6及YG15等,钴含量越高脆性越大,用户可根据自身的刀片性能要求进行选择。更多详情请访问http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html。

硬质合金切脚机刀片又称为硬质合金切脚刀或剪脚机刀片,是一种圆盘形的硬质合金切削刀具,主要用于切削电子线路板引线脚。硬质合金切脚机刀片的规格主要有8寸和10寸,对于切脚机的转速通常应控制在4500转/分钟以下。切脚刀的发展可谓是随着印制电路板的需求增长而发展的,其具有硬质合金的高强度以及耐磨耐腐蚀性,但对于电路板的粗细或软硬焊锡脚,也应选择不同性能的硬质合金切脚机刀片。更多详情,请访问硬质合金切脚机刀片。
硬质合金切脚机刀片的规格主要有Φ250×Φ70×3.5和Φ200×Φ70×3.5,也就是常说的10寸和8寸。其主要材质是硬质合金。硬质合金主要成分是碳化钨故又称钨钢,所以又称其为钨钢切脚机刀片。硬质合金作为一种高硬度,高强度,耐磨耐腐蚀的材料广泛用于切削刀具制造行业。由于硬质合金脆性大,不能直接进行切削加工,难以制成形状复杂的整体刀具,因而常制成不同形状的刀片,采用焊接、粘接、机械夹持等方法安装在刀体或模具体上使用。更多详情请访问http://cn.chinatungsten.com/cutting-tools/index.html。
YN201硬质合金刀片
- 星期三, 04 12月 2013 11:15
- 作者 硬质合金产品编辑4

YN201硬质合金刀片密度不小于13.9g/cm³,抗弯强度不小于1600MPa,硬度不小于93.0HRA,由于其良好的性能特点,因此YN201硬质合金主要适用于不锈钢、低合金钢的半精加工。涂层硬质合金是在韧性、强度较好的硬质合金基体上或高速钢基体上,采用化学气相沉积(CVD)法或物理气相沉积(PVD)法涂覆一层极薄硬质和耐磨性极高的难熔金属化合物而得到的刀具材料。通过这种方法,使刀具既具有基体材料的强度和韧性,又具有很高的耐磨性。常用的涂层材料有TiC、TiN、Al2O3等。TiC的韧性和耐磨性好;TiN的抗氧化、抗粘结性好;Al2O3的耐热性好。使用时可根据不同的需要选择涂层材料。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
硬质合金是由硬度和熔点都很高的碳化物,用Co、Mo、Ni作粘结剂烧结而成的粉末冶金制品。其常温硬度可达78~82HRC,能耐850~1000℃的高温,切削速度可比高速钢高4~10倍。但其冲击韧性与抗弯强度远比高速钢差,因此很少做成整体式刀具。实际使用中,常将硬质合金刀片焊接或用机械夹固的方式固定在刀体上。用于切削刀具的硬质合金是在1927年被引入商业领域的,尽管重大的发现是在德国,许多后期的开发却是在美国、奥地利、瑞典和其他国家进行的。近年来在硬 质合金切削工具中出现了两次“革命”,一次由美国领导,另一次由欧洲领导。它们的变化是由铜焊接硬质合金嵌入变成夹具嵌入,以及涂敷技术的迅速发展。详情,请访问:硬质合金刀具。
YF10硬质合金切削刀片
- 星期三, 04 12月 2013 11:10
- 作者 硬质合金产品编辑4

YF10硬质合金切削刀片,其密度为14.80~15.10g/cm³,抗弯强度不小于1880N/MM²,硬度不小于92.5HRA。由于其良好的性能,因此YF10硬质合金切削刀片广泛应用于铁、有色金属及低合金钢的半精加工以及石墨刹车片方面的新型材料加工。YF10硬质合金切削刀片具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。硬质合金的硬度取决于硬化相含量和晶粒粒度,即硬化相含量越高、晶粒越细,则硬度也越大。硬质合金的韧性由粘结金属决定,粘结金属含量越高,抗弯强度越大。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
制造硬质合金时,选用的原料粉末粒度在1~2微米之间,且纯度很高。原料按规定组成比例进行配料,加进酒精或其他介质在湿式球磨机中湿磨,使它们充分混合、粉碎,经干燥、过筛后加入蜡或胶等一类的成型剂,再经过干燥、过筛制得混合料。然后,把混合料制粒、压型,加热到接近粘结金属熔点(1300~1500℃)的时候,硬化相与粘结金属便形成共晶合金。经过冷却,硬化相分布在粘结金属组成的网格里,彼此紧密地联系在一起,形成一个牢固的整体。详情,请访问:硬质合金刀具。

硬质合金锯片为带齿的圆形薄刀片,是木制品加工中常用的刃具。硬质合金锯片的加工性能与集体的材质、直径、齿数、厚度以及齿形等参数有关。在木制品加工中,常用YG系列硬质合金锯片,因其钴含量较高,使得整体硬质合金锯片的韧性以及抗冲击性等较高。标准硬质合金锯片的直径有110mm/150mm/180mm/200mm/300mm等等,且一般情况下,锯齿数越多,切削性能越好,但同时造成容屑量小,因此通常齿间距为15~25mm之间。更多详情,请访问硬质合金锯片。
硬质合金锯片是木制品加工最常用的刃具,硬质合金锯片的质量与加工产品的质量有密切关系。由于主要的材料由钨钢组成,所以也称为钨钢锯片。正确的合理地选用硬质合金锯片对于提高产品质量、缩短加工周期、减少加工成本具有重要的意义。钨钢锯片包含合金刀头的种类、基体的材质、直径、齿数、厚度、齿形、角度、孔径等多个参数,这些参数决定着锯片的加工能力和切削性能。选择锯片时要根据锯切材料的种类、厚度、锯切的速度、锯切的方向、送料速度、锯路宽度需要正确选用锯片。
更多详情请访问http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Saw.html。