



硬质合金刀片 (103)

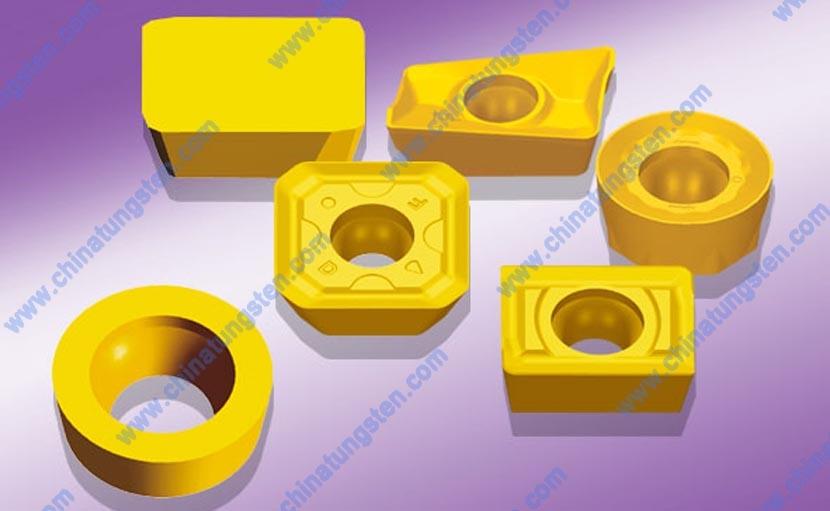
P35硬度合金刀片适用于碳素钢与合金钢包括锻件、冲压件及铸件的表皮不平整面切削时的粗车、粗刨、半精刨、粗铣和非连续面的粗铣及钻孔等等。强度不低于89.5HRA,密度在12.5g/cm³到13.2g/cm³的范围内。抗弯强度不低于1435N/mm²,含碳化钨量在69%到92%的范围内,含钴量介于5%与10%之间,含钛量在5%至15%上下浮动,含钽量是0%~15%不等。以高精度,高可靠性为前提已被全球广泛使用以提高生产力。根据不同的应用,硬质合金刀片的排序为木刀具,夹紧刀片,铣削和车削刀片等。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
P35硬质合金刀片各成分的质量分数

更多信息,烦请参考:硬质合金刀片。

P25硬质合金刀片的硬度不低于91HRA,抗弯强度不低于1800N/mm²,密度大约是12.45g/cm³。属于超细颗粒合金比较适合作用于大走刀高效率铣削工作的钢材领域尤其是合金钢的铣削。含碳化钨量在69%到92%的范围内,含钴量介于5%至10%之间,含钛量处于5%至15%上下浮动,含钽量是0%~15%不等。以高精度,高可靠性为前提,硬质合金刀片P25已被全球广泛使用以提高生产力。根据不同的应用,硬质合金刀片P25的排序可以为木刀具,夹紧刀片,铣削和车削刀片等。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
P25硬质合金刀片各成分的质量分数

更多信息,烦请参考:硬质合金刀片。

P20硬质合金刀片的抗弯强度不低于1270 MPa,硬度不低于90.5HRA。适用于对碳素钢与硬质合金钢的加工过程之中在不平整断面进行连续切削时候的粗车,间断切削时候的半精车与精车,连续断面的粗铣,铸孔的扩钻与粗扩等等。含碳化钨量在69%到92%的范围内,含钴量为介于5%与10%之间,含钛量处于5%至15%上下浮动,含钽量是0%~15%不等。以高精度,高可靠性为前提,硬质合金刀片P20已被全球广泛使用以提高生产力。根据不同的应用,硬质合金刀片的排序为木刀具,夹紧刀片,铣削和车削刀片等。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
P20硬质合金刀片各成分的质量分数

更多信息,烦请参考:硬质合金刀片。

P15硬质合金刀片的硬度不低于91HRA,适用于碳素钢与硬质合金钢的加工中连续切削时候的粗车、半精车及精车,连续面的半精铣和精铣,孔的粗扩与精扩等等。密度在11.0g/cm³到11.7g/cm³的范围内,抗弯强度不低于1150N/mm²。含碳化钨量在60%到90%的范围内,含钴量介于4%与9%之间,含钛量处于8%至20%上下浮动,含钽量是0%~20%不等。以高精度,高可靠性为前提,硬质合金刀片P15已被全球广泛使用以提高生产力。根据不同的应用,硬质合金刀片的排序为木刀具,夹紧刀片,铣削和车削刀片等。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
P15硬质合金刀片各成分的质量分数

更多信息,烦请参考:硬质合金刀片。

P01硬质合金刀片的抗弯强度不低于1150N/mm²,硬度不低于91HRA,密度在11.0g/cm³到11.7 g/cm³的范围内,适用于碳素钢与硬质合金钢的加工中连续切削时候的粗车、半精车及精车,连续面的半精铣和精铣,孔的粗扩与精扩等等。含碳化钨量在60%的90%范围内,含钴量介于4%与9%之间,含钛量处于8%至20%上下浮动,含钽量是0%~20%不等。以高精度,高可靠性为前提已被全球广泛使用以提高生产力。根据不同的应用,硬质合金刀片的排序为木刀具,夹紧刀片,铣削和车削刀片等。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
P01硬质合金刀片各成分的质量分数

更多信息,烦请参考:硬质合金刀片。

M05硬质合金刀片的硬度不低于92.5HRA,密度在14.6 g/cm³到15.0 g/cm³的范围内。以高精度,高可靠性为前提已被全球广泛使用以提高生产力。主要适用于铁基、镍基高温合金,高强度钢的精加工,冷硬铸铁、耐热不锈钢、高锰钢、淬火钢的精加工。抗弯强度不低于1370N/mm²,含碳化钨量在78%到94%的范围内,含钴量介于4%与9%之间,含钛量处于3%~11%上下浮动,含钽量是0%~11%不等。根据不同的应用,硬质合金刀片的排序为木刀具,夹紧刀片,铣削和车削刀片等。更多信息请访问:http://cn.chinatungsten.coM/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
M05硬质合金刀片各成分的质量分数

更多信息,烦请参考:硬质合金刀片。
ZP35硬质合金切削刀片
- 星期四, 28 11月 2013 10:09
- 作者 硬质合金产品编辑4
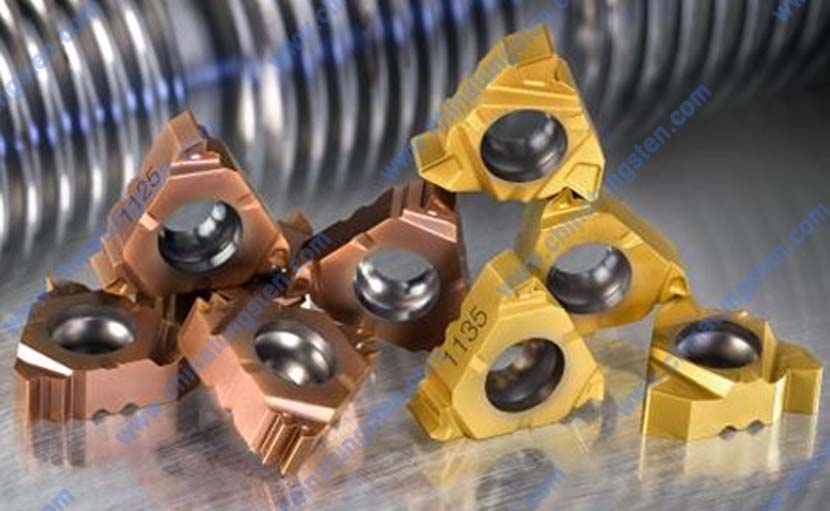
ZP35硬质合金切削刀片,其密度为12.60~12.80g/cm³,抗弯强度不小于2250 N/MM², 硬度不小于91.0HRA。ZP35硬质合金红硬性好,并且有良好的抗冲击及抗热震性和高的使用强度,是通用性良好的牌号,适合于钢及铸钢的粗加工和强力切削。可采用化学气相沉积(CVD)法或物理气相沉积(PVD)法涂覆一层极薄硬质和耐磨性极高的难熔金属化合物而得到涂层ZP35硬质合金切削刀片。通过这种方法,使ZP35硬质合金切削刀片既具有基体材料的强度和韧性,又具有很高的耐磨性。常用的涂层材料有TiC、TiN、Al2O3等。TiC的韧性和耐磨性好;TiN的抗氧化、抗粘结性好;Al2O3的耐热性好。使用时可根据不同的需要选择涂层材料。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
ZP35硬质合金切削刀片有8种常见的磨损形式:
1、刃口磨损。改进办法:提高进给量;降低切削速度;使用更耐磨的刀片材质;使用涂层刀片。
2、崩碎。改进办法:使用韧性更好的材质;使用刃口强化的刀片;检查工艺系统的刚性;加大主偏角。
3、热变形。改进办法:降低切削速度;减少进给;减少切深;使用更具热硬性的材质。
4、切深处破损。改进办法:改变主偏角;刃口强化;更换刀片材质。
5、热裂纹。改进办法:正确使用冷却液;降低切削速度;减少进给;使用涂层刀片。
6、积屑。改进办法:提高切削速度;提高进给;使用涂层刀片或金属陶瓷刀片;使用冷却液;使刃口更锋利。
7、月牙洼磨损。改进办法:降低切削速度;降低进给;使用涂层刀片或金属陶瓷刀片;使用冷却液。
8,断裂。改进办法:使用韧性更好的材质或槽型;减少进给;减少切深;检查工艺系统的刚性。
注意:通常当后刀面磨损达0.7毫米时,应更换刀片刃口;精加工时最大磨损量为0.04毫米。 详情,请访问:硬质合金刀具。
YW3硬质合金切削刀片
- 星期四, 28 11月 2013 10:06
- 作者 硬质合金产品编辑4
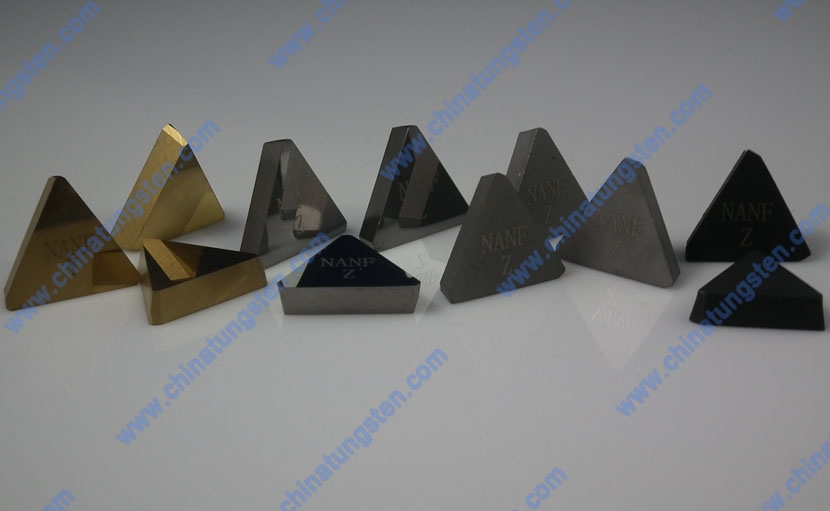
YW3硬质合金切削刀片,相当于ISO分组代号中的K20。其密度为14.6g/cm³,抗弯强度不小于1840MPa, 硬度不小于89HRA。YW3硬质合金切削刀片在YT类的硬质合金基础上添加了TAC(NbC),提高了该合金的抗弯强度、冲击韧性、高温强度、抗氧化能力以及耐磨性。YW3硬质合金切削刀片兼有YG类合金韧性好以及YT类合金的耐热性及耐磨性好的优点,因此YW3硬质合金切削刀片既能加工脆性的材料,同时也能加工韧性的材料,同时还能加工耐热、高温、合金及合金铸铁等难加工的材料。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
钨钛钽钴类( WC+TiC+TaC+Co) )硬质合金 (YW) 是 在 YT类硬质合金的基础上添加 TaC(NbC),提高了抗弯强度、冲击韧性、高温硬度、抗氧能力和耐磨性。既可以加工钢,又可加工铸铁及有色金属。因此常称为通用硬质合金(又称为万能硬质合金)。目前主要用于加工耐热钢、高锰钢、不锈钢等难加工材料。它具有前两类硬质合金的优点,用其制造的刀具既能加工脆性材料,又能加工韧性材料。同时还能加工高温合金、耐热合金及合金铸铁等难加工材料。常用牌号有YW1、YW2。详情,请访问:硬质合金刀具。
YW2硬质合金刀片,相当于ISO分组代号中的M20。其密度为12.9g/cm³,抗弯强度不小于1460MPa, 硬度不小于90.5HRA。YW2硬质合金是在钨钴钛类硬质合金中加入少量的稀有金属碳化物(如TaC或NbC)而组成。YW2硬质合金刀片耐磨性仅次于YW1,但是YW2硬质合金刀片使用强度较高,能承受较大的冲击负荷,因此YW2硬质合金刀片适用于不锈钢、低合金钢的半精加工。YW2硬质合金适于耐热钢高锰钢不锈钢及高级合金钢的粗加工半精加工,也适于普通钢和铸钢。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
YW2硬质合金刀片即钨钴钛钽铌类。由在钨钴钛类硬质合金中加入少量的稀有金属碳化物(TaC或NbC)组成。它具有前两类硬质合金的优点,用其制造的刀具既能加工脆性材料,又能加工韧性材料。同时还能加工高温合金、耐热合金及合金铸铁等难加工材料。常用牌号有YW1、YW2。详情,请访问:硬质合金刀具。
YW2A硬质合金刀片
- 星期四, 28 11月 2013 09:45
- 作者 硬质合金产品编辑4

YW2A硬质合金刀片的优点是红硬性较好,使用强度高,其耐磨性仅次于YW1,因此能够承受较大的冲击负荷,属于通用性较好的合金。YW2A硬质合金刀片广泛适用于耐热钢、高锰钢、不锈钢及高级合金钢等难加工钢材的粗加工、半精加工,同时也适于铸铁等。YW2A硬质合金刀片的切削速度比高速钢高4到10倍。YW2A硬质合金刀片既能加工脆性材料,又能加工韧性材料,同时还能加工高温合金、耐热合金及合金铸铁等难加工材料。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
用于切削刀具的硬质合金是在1927年被引入商业领域的,尽管重大的发现是在德国,许多后期的开发却是在美国、奥地利、瑞典和其他国家进行的。近年来在硬 质合金切削工具中出现了两次“革命”,一次由美国领导,另一次由欧洲领导。它们的变化是由铜焊接硬质合金嵌入变成夹具嵌入,以及涂敷技术的迅速发展。 详情,请访问:硬质合金刀具。