



硬质合金刀片 (103)
YG3硬质合金切削刀片
- 星期四, 28 11月 2013 09:16
- 作者 硬质合金产品编辑4

YG3硬质合金切削刀片,相当于ISO分组代号中的k05。其密度为15.0g/cm³,抗弯强度不小于1300MPa, 硬度不小于90.5HRA。YG3硬质合金切削刀片耐磨性仅次于YG3X,对冲击和震动较为敏感,主要适用于铸铁有色金属及其合金连续切削时的精车半精车,以及精车螺纹与扩孔 。YG3硬质合金切削刀片结构具有足够的刚性,以最大允许的外形尺寸,以及采用较高强度的钢号和热处理来保证。YG3硬质合金刀片有足够的固定牢靠程度,它是靠刀槽及焊接质量来保证的。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
硬质合金K类(YG) 即钨钴类,由碳化钨和钴组成。这类硬质合金韧性较好,但硬度和耐磨性较差,适用于加工铸铁、青铜等脆性材料。常用的牌号有:YG8、YG6、YG3,它们制造的刀具依次适用于粗加工、半精加工和精加工。数字表示Co含量的百分数,YG6即含Co为6%,含Co越多,则韧性越好。详情,请访问:硬质合金刀具。
YG3X硬质合金切削刀片
- 星期四, 28 11月 2013 09:11
- 作者 硬质合金产品编辑4
YG3X硬质合金切削刀片,相当于ISO分组代号中的K20。其密度为14.6g/cm³,抗弯强度不小于1840MPa, 硬度不小于89HRA。YG3X 硬质合金切削刀片耐磨性在钨钴钛合金中属于最好,但其冲击韧性相对较差,因此YG3X硬质合金切削刀片主要适用于铸铁,有色金属及其合金,碎火钢,合金钢小切面的高速精加工。YG3X硬质合金切削刀片切削速度比高速钢高出4~10倍。但其抗弯强度与冲击韧性远比高速钢差,因此硬质合金很少做成整体式刀具。实际使用中,常将硬质合金刀片焊接或用机械夹固的方式固定在刀体上。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
YG3X硬质合金切削刀片结构具有足够的刚性,足够的刚性是以最大允许的外形尺寸,以及采用较高强度的钢号和热处理来保证。硬质合金刀片应有足够的固定牢靠程度,它是靠刀槽及焊接质量来保证的,故要根据刀片形状及刀具几何参数,选择刀片镶槽形状。在将刀片焊接至刀杆上以前须对刀片、刀杆进行必要的检查,首先应检查刀片的支承面不能有严重弯曲,硬质合金焊接面不得有严重渗碳层,同时还应将硬质合金刀片表面及刀杆镶槽中的污垢进行清除,以保证焊接牢靠。详情,请访问:硬质合金刀具。
YC45硬质合金刀片
- 星期四, 28 11月 2013 09:04
- 作者 硬质合金产品编辑4

YC45硬质合金刀片,相当于ISO分组代号中的P40。其密度为12.75g/cm³,抗弯强度不小于2250MPa, 硬度不小于90HRA。YC45硬质合金刀片抗弯强度大,因此广泛适用于钢、铸钢的重力切削,可采用大切削用量,亦用于端面铣削。当YC45硬质合金刀片使用达到正常磨钝时,必须进行重磨,重磨后的刀具一定要用油石对刃口及刀尖圆角进行研磨,这样才能提高刀具的使用寿命及安全可靠性。YC45硬质合金刀片也可涂上涂层,这样刀片可具有较低的摩擦系数,可降低切削时的切削力及切削温度,大大提高刀具的耐用度,涂层后的YC45硬质合金刀片的耐用度比未涂的刀片至少可提高1倍。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
YC45硬质合金刀片所用WC/Co的成分范围大约是2%-13%的钴,而且其细粒尺寸从小于0.5到大于5μm(0.00002-0.0002英寸)。对于冲压工 具,冷锻模和其他适用于中等或严重振动零部件的制品应用,钴的成分可高达30%,而且细粒尺寸最大可达10μm(0.0004英寸)。近年来发现将亚微米 (小于0.00004英寸)碳化物细粒和相对较高的钴成分组合起来的“微细粒”碳化物增加了在低速加工和高速率加工下的使用。详情,请访问:硬质合金刀具。

P35硬度合金刀片适用于碳素钢与合金钢包括锻件、冲压件及铸件的表皮不平整面切削时的粗车、粗刨、半精刨、粗铣和非连续面的粗铣及钻孔等等。强度不低于89.5HRA,密度在12.5g/cm³到13.2g/cm³的范围内。抗弯强度不低于1435N/mm²,含碳化钨量在69%到92%的范围内,含钴量介于5%与10%之间,含钛量在5%至15%上下浮动,含钽量是0%~15%不等。以高精度,高可靠性为前提已被全球广泛使用以提高生产力。根据不同的应用,硬质合金刀片的排序为木刀具,夹紧刀片,铣削和车削刀片等。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
P35硬质合金刀片各成分的质量分数
|
抗弯强度 (kgf/㎜²) |
ω(WC) (碳化钨) |
ω(Co) (钴) |
ω(Ti) (钛) |
ω(Ta) (钽) |
|
≥1435 |
69%~92% |
5%~10% |
5%~15% |
0%~15% |
更多信息,烦请参考:硬质合金刀片。
硬质合金可转位刀片型号的选用
- 星期三, 27 11月 2013 10:24
- 作者 硬质合金产品编辑4

硬质合金可转位刀片型号的选用分为四个步骤:第一步,选择刀片夹固系统,然后选择刀片型号,接着选择刀片刀尖圆弧,最后选择刀片材料牌号。在选择刀片夹固系统时,应该根据切削加工要求选择合适的刀片夹固系统的结构以及刀片夹固的方式。第二步是要选择可转位刀片的型号。这时我们需要根据加工零件的形状来选择适合的刀片形状代码,同时也需要根据切削加工的材料选择主切削刃后角代码,要根据零件的加工精度选择刀片尺寸公差代码等等。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
选择刀片断屑槽型,根据切削用量把加工要求分为超精加工、精加工、半精加工、粗加工、重力切削五个等级,分别用代码A、B、C、D、E表示。又根据工件材料的切削性能选用合适的刀片断屑槽型,刀片断屑槽型的使用性能分成1-5级,其中5是最佳选择。切削刃长度计算,通过刀具主偏角K和切削深度a计算刀片有效切削刃长度L,并推算刀刃的实际长度,然后根据刀刃的实际长度选用合适的切削刃长度代码。3,选择刀片刀尖圆弧粗加工时按刀尖圆弧半径选择刀具最大走刀量,或通过经验公式计算刀具走刀量;精加工时按工件表面粗糙度要求计算精加工走刀量。4,选择刀片材料牌号国际ISO标准把硬质合金刀片材料分为P、K、M三类,分别加工钢、铸铁、合金钢以及不易加工的材料。根据车削工件的材料及其硬度、选用的切削用量来选择可转位刀片材料的牌号。详情请访问:硬质合金可转位刀片。
C型硬质合金可转位刀片
- 星期三, 27 11月 2013 09:42
- 作者 硬质合金产品编辑4

C型硬质合金可转位刀片,或称为C型碳化钨可转位刀片,英文名为“Tungsten Carbide Indexable Inserts Type C”, 是其中有一个角是80°的平行四边形的可转位刀片。硬质合金可转位刀片中间通常有一个通孔,C型硬质合金可转位刀片通常有相应的国家标准,国际ISO标准把硬质合金刀片材料分为P、K、M三类,其对应的材料为加工钢、铸铁钢、合金钢材以及不易加工的材料。选择时请根据车削工件的硬度及材料以及选用的切削用量来选择可转位刀片的材料牌号。更多信息请访问http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
带圆孔的、无孔和沉孔C型硬质合金可转位刀片的技术要求
⑴刀片后面平直度,向内凹不大于0.05mm,向外凸不大于0.03mm。
⑵刀片基面平直度,带圆孔的和无孔刀片只允许向内凹,其值不大于0.05mm;沉孔刀片只允许向内凹,其值不大于0.03mm。
⑶刀片表面不得有对使用有害的缺陷,刃口部分不得有掉边掉角;非工作部位掉边掉角不大于0.3mm。详情请访问:硬质合金可转位刀片。
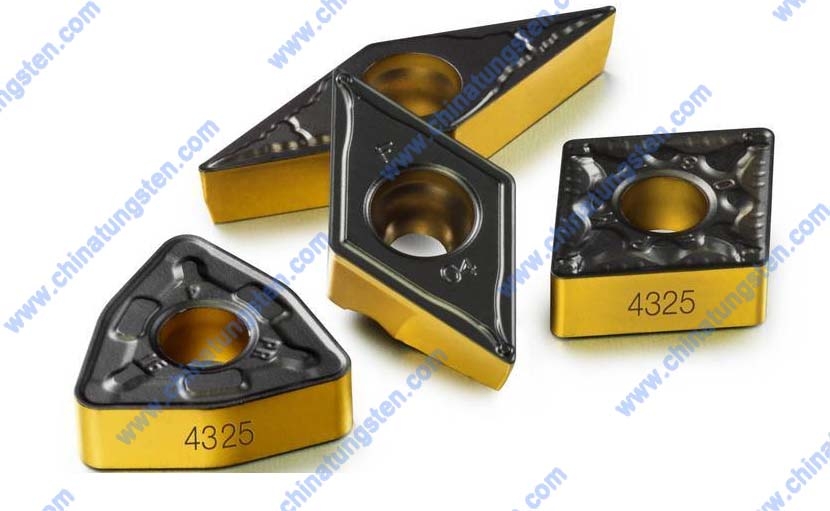
D型硬质合金可转位刀片
- 星期三, 27 11月 2013 09:40
- 作者 硬质合金产品编辑4

D型硬质合金可转位刀片,或称作D型碳化钨可转位刀片,英文名为“Indexable Tungsten Carbide Inserts Type D”, 观察上面的图片,你会发现这些硬质合金可转位刀片的形状都是有一个角为55°的棱形刀片。同时D型硬质合金可转位刀片也有相应的国际标准,包括ISO03364-1985以及ISO06987/1-1993。由于各种超细晶粒硬质合金以及涂层硬质合金材料的研发,硬质合金可转位刀具的性能也得到了极大的改善,硬质合金可转位刀具得到越来越多的应用。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html
选择可转位刀片型号时要考虑多方面的因素,根据加工零件的形状选择刀片形状代码;根据切削加工的材料选择主切削刃后角代码;根据零件的加工精度选择刀片尺寸公差代码;根据加工要求选择刀片断屑及夹固形式代码;根据选用的切削用量选择刀片切削刃长度代码;此外还要选择刀片断屑槽型;通过理论公式计算刀片切削刃长度。 1)选择刀片断屑槽型如表2所示,根据切削用量把加工要求分为超精加工、精加工、半精加工、粗加工、重力切削五个等级,分别用代码A、B、C、D、E表示。又根据工件材料的切削性能选用合适的刀片断屑槽型,见表3,刀片断屑槽型的使用性能分成1-5级,其中5是最佳选择。详情请访问:硬质合金可转位刀片。
K型硬质合金可转位刀片
- 星期三, 27 11月 2013 09:38
- 作者 硬质合金产品编辑4
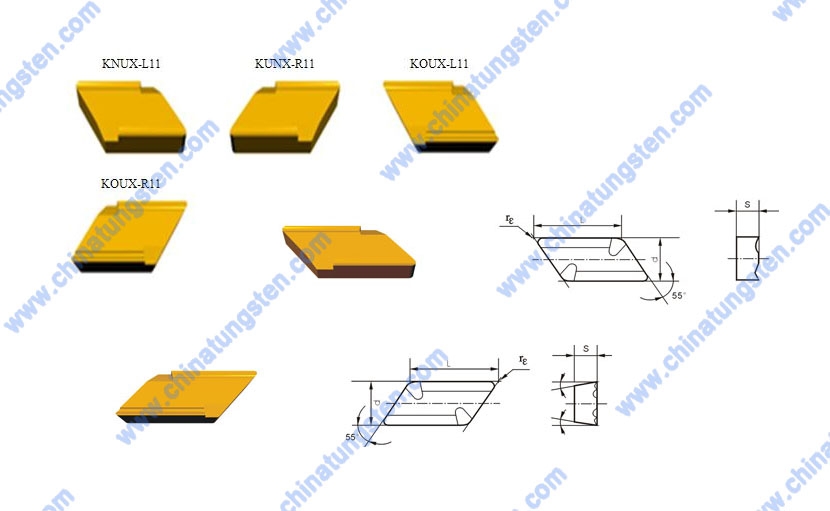
K型硬质合金可转位刀片,或称为碳化钨硬质合金刀片,英文名为“Tungsten Carbide Indexable Inserts Type K”,是有一个角为55°的平行四边形,与其他硬质合金可转位刀片不同的是,K型硬质合金可转位刀片中间没有孔通过它。为了适应在不同条件下断屑的需求,硬质合金可转位刀片的断屑槽形式多种多样。其断屑台一般是在硬质合金压制完后烧结而成。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html
硬质合金可转位刀片是将能转位使用的多边形刀片用机械方法夹固在刀杆或刀体上的刀具。在切削加工中,当一个刃尖磨钝后,将刀片转位后使用另外的刃尖,这种刀片用钝后不再重磨。多数可转位刀具的刀片采用硬质合金,也有采用陶瓷、多晶立方氮化硼或多晶金刚石的。1949~1950年间,美国最早研制成采用机械夹固的可转位车刀,并于1954年开始出售称为丢弃式(throw-away)的可转位刀片和车刀商品。中国曾称这种刀具为"不重磨刀具"。详情请访问:硬质合金可转位刀片
R型硬质合金可转位刀片
- 星期三, 27 11月 2013 09:33
- 作者 硬质合金产品编辑4

R型硬质合金可转位刀片,英文名为“Tungsten Carbide Indexable Inserts Type R”,是一种形状为圆形的硬质合金可转位刀片,中间有些有孔通过它,并且孔的大小可以各不相同。常用刀片的公差等级可分为精密级,英文字母为G,中等级,英文字母为M,普通级,英文字母为U。这些等级也可按需选用。刀片也有带后角及带不同后角的。更多信息请访问: http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html
硬质合金可转位刀片常用的形状有正三边形、四边形、五边形、凸三边形、圆形和菱形等(图1)。刀片廓形的内切圆直径是刀片的基本参数,其尺寸(毫米)系列是5.56、6.35、9.52、12.70、15.88、19.05、25.4 …。常用的刀片公差等级有精密级(G)、中等级(M)和普通级(U)3种,可按需要选用。各种形状的刀片有中心带孔或不带孔的;有不带后角或带不同后角的;有不带断屑槽的,也有一面或两面都有断屑槽的。详情请访问:硬质合金可转位刀片
S型硬质合金可转位刀片
- 星期三, 27 11月 2013 09:30
- 作者 硬质合金产品编辑4
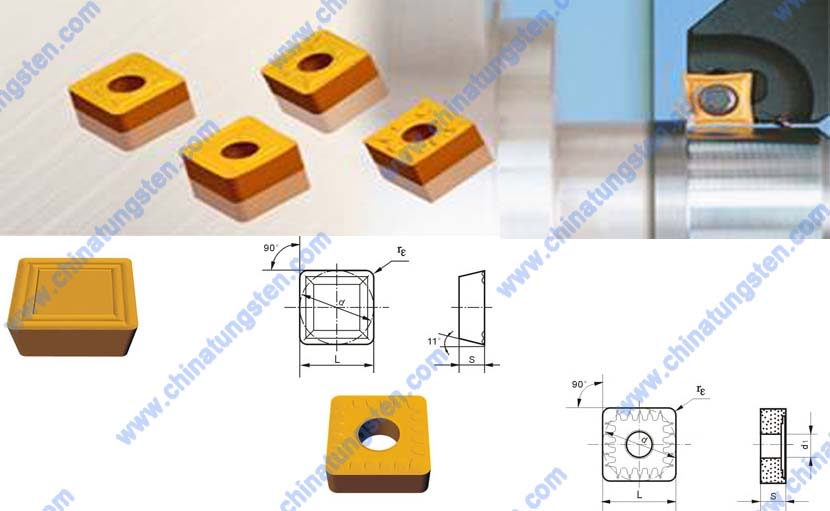
硬质合金可转位刀片S型,英文名为“Tungsten Carbide Indexable Inserts Type S”,其形状大多为正方形或长方形,有些可转位刀片的中间有一个圆形的孔穿过。硬质合金可转位刀片S型包含非常多不同的型号,如SNUN, SPUN, SFUN等。S型硬质合金可转位刀片适用于各种加工工艺,其型号根据刀片的尺寸精度,刀片的厚度,刀片的切削方向而有所不同。可转位硬质合金刀片(ICI)刀具在齿轮制造过程中起着关键的作用。硬质合金刀片刀具具有切削速度快、加工周期短、增强型涂层、采用定制配置、规格和加工能力多样化的特点,被广泛用于精加工和预磨削应用场合。更多信息请访问 http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html
硬质合金是由高硬度、难熔金属化合物粉末(如WC、TiC、TaC、NbC等高温碳化物)和金属粘结剂(Co、Mo、Ni等)烧结而成的粉末冶金制品。由于硬质合金成分中含有大量熔点高、硬度高、化学稳定性好的碳化物,因此,硬质合金的硬度、耐磨性和耐热性都很高。硬质合金的常温硬度一般为89~93HRA,相当于78~82HRC,允许的切削温度高达800℃~1000℃,即使在540℃时其硬度仍保持在77~85HRA,相当于高速钢的常温硬度。因此,硬质合金的切削性能比高速钢高得多,在相同耐用度情况下,硬质合金允许的切削速度比高速钢高4倍~10倍,切削速度可达100m/min以上,可以切削高速钢刀具切削不了的各类难加工材料如淬硬钢。但由于其抗弯强度较低(约为高速钢的1/2~1/4)、冲击韧性(约为高速钢的(1/8~1/30)和工艺性差,因此,目前硬质合金材料主要用于刃形简单、无冲击性的非断续切削加工刀具制作中。详情请访问:硬质合金可转位刀片