



硬质合金刀片 (103)
硬质合金可转位刀片特点
- 星期四, 05 12月 2013 09:50
- 作者 硬质合金产品编辑4

由于硬质合金可转位刀片中的刀片成为独立的功能元件,因此大大改善了切削性能,扩展了硬质合金刀片的应用范围。其机械夹固式设计减少了可焊接工艺对刀片的限制,避免其对生产造成的不良影响。利于根据加工对象选择加工刀片,提高切削效率,发挥了最优的切削性能。切削刃空间的位置相对于刀体的位置保持不变,这大大节约了换刀以及对刀等所需的辅助时间。由于可转位刀具切削效率高,辅助时间少,所以提高了工效率,而且可转位刀具的刀体可重复使用,节约了钢材和制造费用,因此其经济性好。更多信息,请访问 http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
可转位刀具的发展极大的促进了刀具技术的进步,同时可转位刀体的专业化、标准化生产又促进了刀体制造工艺的发展。详情,请访问:硬质合金可转位刀片。
硬质合金可转位刀片常识
- 星期四, 05 12月 2013 09:48
- 作者 硬质合金产品编辑4

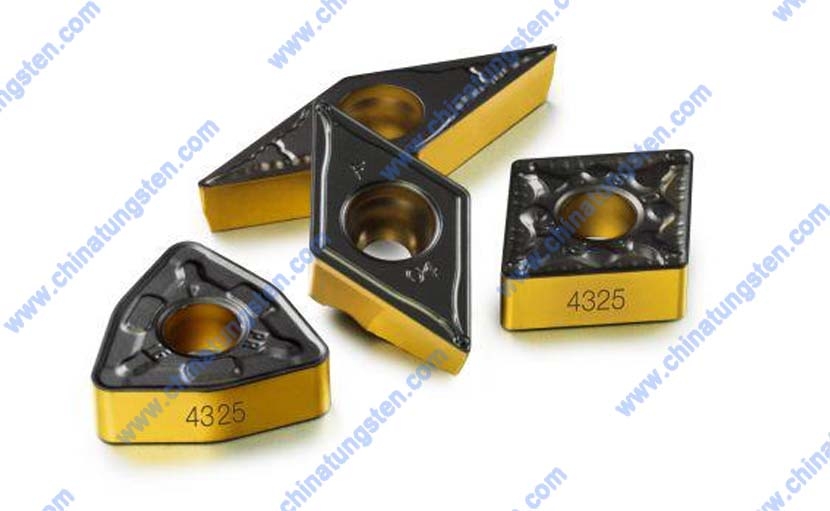
硬质合金可转位刀片是由钴粉末以及钨粉末按照一定的比例相互混合,通过模具的压制后放进高温炉中烧结形成。可转位刀片则是将可以转位的多边形刀片通过机械方法夹固在刀杆或者刀体上的刀具。精加工是通过精修磨后进行涂层,粗加工则是直接涂层。大多的可转位刀具的刀片采用硬质合金材料,也有些采用陶瓷、多晶立方氮化硼或多晶金刚石。在1949~1950年间,由美国最早研制成采用机械夹固的可转刀位,在1954年出售可转位刀片和车刀,当时称为“丢弃式刀片”。而在中国曾将其称为“不重磨刀具”。更多信息,请访问 http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
刀具涂层的成份有很多:主要有两种成份三氧化二铝(AL2O3)、氮化钛(TiN)。 其中三氧化二铝(AL2O3)涂层用于耐磨、氮化钛(TiN)涂层用于耐崩。 刀片材质的种类不同决定被加工材料、价格也就有所不同。 例如金属陶瓷、纯陶瓷、CBN、PCD价格相对较贵。 1.金属陶瓷:脆而硬,耐磨损性能好,多用于精加工中。 2.纯陶瓷:硬度在45º~55 º HRC硬材料。 2.PCD :多用于铝合金的镜面加工。 3.CBN :硬度在55 ºHRC以上的淬硬材料,车削中较常见,铣削加工中很少。详情请访问:硬质合金可转位刀片。
什么是硬质合金可转位刀片
- 星期四, 05 12月 2013 09:45
- 作者 硬质合金产品编辑4
硬质合金可转位刀片是将已经加工好的,并带有一些切削刃的多边形硬质合金刀片,用机械夹固的方法夹紧在刀体上的一种刀具。当在使用过程中一个切削刃磨钝了后,只要将刀片的夹紧松开后转位或更换刀片,使新的切削刃进入工作位置,再经夹紧就可以继续使用。 可转位刀具与焊接式刀具和整体式刀具相比,其主要的特征为1)刀体上安装的刀片,至少有两个预先加工好的切削刃供使用。 (个别特殊刀片不能转位,只能更换,如球头刀片) 2)刀片转位后的切削刃在刀体上位置不变,并具有相同的几何参数。更多信息,请访问 http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
硬质合金刀片是钨跟钴粉末按一定的比例混合,用模具压制后送高温炉中烧结完成,粗加工就直接涂层,精加工经修磨后再涂层。 2)刀具涂层的成份有很多:主要有两种成份三氧化二铝(AL2O3)、氮化钛(TiN)。 其中三氧化二铝(AL2O3)涂层用于耐磨、氮化钛(TiN)涂层用于耐崩。 详情请访问:硬质合金可转位刀片。
硬质合金可转位刀片应用
- 星期四, 05 12月 2013 09:42
- 作者 硬质合金产品编辑4
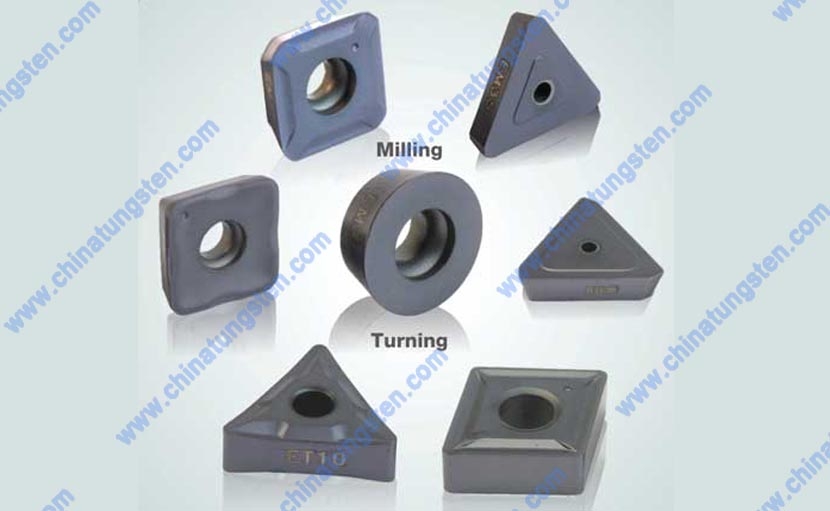
硬质合金可转位刀片应用主要是应用于采矿业,农业,风能市场等其他能源业在硬质合金市场。由于能源,重工业和采矿业的不断变化发展,市场对于硬质合金可转位刀具的需求越来越迫切,特别是其中的高端市场最具有发展潜力。从某种程度上说,这随着市场细分的变化多端不断变化着的。为了向这些市场提供工具及工件夹持系统,世界各地的制造商已经意识到提高硬质合金工具的灵活性才是最重要的。采矿业,农业,风能市场等其他能源业在硬质合金市场中占了很大的比例。更多信息请访问 http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
虽然标准的切削刀具已经能够生产出符合要求的产品,但是很多公司仍在不断创新订制工具系统解决方案,以期在同行中脱颖而出。刀片的轮廓可做成在现有整体滚刀或铣削中心上使用的任何形状。使用这些刀片能够加工出带齿底沉割的齿廓、全齿顶圆角、半修顶或曲线形轮廓等。很明显,与目前的高速钢切削刀具相比,没有任何限制。因此,使用硬质合金刀片的最大好处是能够运用更高的切削速度,从而大大减少了切削循环时间。详情请访问:硬质合金可转位刀片。
可转位刀片型号每个字母意思
- 星期四, 05 12月 2013 09:40
- 作者 硬质合金产品编辑4

与国际通用的硬质合金可转位刀片号位不同的是,我国硬质合金可转型刀片采用10个号位表示,每个号位表示的内容不同,其中前7个数字是ISO标准,每个品牌都相同,第1个号位表示刀片的形状,以一个字母表示,如S表示正方形的刀片,C表示80°棱形的刀片等。第2个号位表示刀片的主切屑刃向后角,第3个号位表示刀片的公差即尺寸精度。更多信息请访问 http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
第4个号位表示刀片固定方式及有无断屑槽形,如果是没有后角的刀片,即上下两面都一样的为G、A,有后角的刀片,即上面大于下表面的为T、W。如果刀片上表面有槽形的为T、G。刀片上为平面的为W、A。第5个号位表示刀片主切削刃长度,第6个号位表示刀片的厚度,第,7个号位表示刀尖的圆弧半径、刀尖转角形状,第8个号位表示槽型,第9个号位表示刀片切削方向。第10个号位表示刀片的材质。详情请访问:硬质合金可转位刀片。
硬质合金刀片的形状及公差
- 星期四, 05 12月 2013 09:37
- 作者 硬质合金产品编辑4

常用的硬质合金刀片的形状有正三角形、平行四边形、五边形、凸三边形、钻石形,圆形以及菱形等。刀片的基本参数时由刀片廓形的内切圆直径决定的,其尺寸(毫米)系列为5.56、6.35、9.52、12.70、15.88、19.05、25.4 …。各种形状的刀片有中心带孔或不带孔的;有不带断屑槽的,也有一面或两面都有断屑槽的;有不带后角或带不同后角的;。常用的刀片公差等级有3种,分别为精密级(G)、中等级(M)和普通级(U),用户可按不同的需求选用。更多信息,请访问 http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
为了适应在各种使用条件下断屑的需要,刀片的断屑槽制成多种形式。a、e为通穿槽,c、g、i为封闭槽,b为三级封闭槽,d为凹弧形槽,h为点式断屑台(不是槽)。可转位刀片的断屑槽(或断屑台)通常是在硬质合金压制后烧结而成。通穿式断屑槽也可在已烧结的刀片上磨削出来。多级的和凹弧形的断屑槽以及点式断屑台都比单级槽有较大的断屑范围(即能够断屑的切削速度、切深和进给量范围较大)。详情请访问:硬质合金可转位刀片。
硬质合金可转位刀片型号选用
- 星期四, 05 12月 2013 09:31
- 作者 硬质合金产品编辑4
硬质合金可转位刀片型号的选用分为四个步骤:第一步,选择刀片夹固系统,然后选择刀片型号,接着选择刀片刀尖圆弧,最后选择刀片材料牌号。在选择刀片夹固系统时,应该根据切削加工要求选择合适的刀片夹固系统的结构以及刀片夹固的方式。第二步是要选择可转位刀片的型号。这时我们需要根据加工零件的形状来选择适合的刀片形状代码,同时也需要根据切削加工的材料选择主切削刃后角代码,要根据零件的加工精度选择刀片尺寸公差代码等等。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
选择刀片断屑槽型,根据切削用量把加工要求分为超精加工、精加工、半精加工、粗加工、重力切削五个等级,分别用代码A、B、C、D、E表示。又根据工件材料的切削性能选用合适的刀片断屑槽型,刀片断屑槽型的使用性能分成1-5级,其中5是最佳选择。切削刃长度计算,通过刀具主偏角K和切削深度a计算刀片有效切削刃长度L,并推算刀刃的实际长度,然后根据刀刃的实际长度选用合适的切削刃长度代码。3,选择刀片刀尖圆弧 粗加工时按刀尖圆弧半径选择刀具最大走刀量,或通过经验公式计算刀具走刀量;精加工时按工件表面粗糙度要求计算精加工走刀量。4,选择刀片材料牌号 国际ISO标准把硬质合金刀片材料分为P、K、M三类,分别加工钢、铸铁、合金钢以及不易加工的材料。根据车削工件的材料及其硬度、选用的切削用量来选择可转位刀片材料的牌号。详情请访问:硬质合金可转位刀片。
硬质合金可转位刀片技术要求
- 星期四, 05 12月 2013 09:28
- 作者 硬质合金产品编辑4

带圆孔的、无孔和沉孔硬质合金可转位刀片的技术要求为硬质合金刀片后面平直度,向内凹不能大于0.05mm,向外凸不能大于0.03mm。 刀片基面平直度,带圆孔的和无孔刀片只允许向内凹,其值不大于0.05mm;沉孔刀片只允许向内凹,其值不大于0.03mm。 刀片表面不得有对使用有害的缺陷,刃口部分不得有掉边掉角;非工作部位掉边掉角不大于0.3mm。更多信息,请访问 http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
刀片的主要性能及组织结构应符合YB849-75《硬质合金牌号》或相关标准的规定。刀片断面组织应均匀一致,不得有对使用有害的缺陷。凡新开发的或引进的新材料应高于YB849-75标准,符合企业推荐值。详情请访问:硬质合金可转位刀片。
可转位硬质合金刀片的优点
- 星期四, 05 12月 2013 09:23
- 作者 硬质合金产品编辑4
可转位硬质合金刀片刀具具有切削速度快,加工时间少,周期短,采用定制配置,增强型的涂层,其加工能力以及刀片规格多样化的优点,因此在齿轮制造过程中起着非常重要的作用,同时也应用于精加工和预磨削应用场合。随着加工中心工具系统的进步,硬质合金可转位刀片将利用双头滚刀以及各种降低成本的新涂层和材料来提高生产效率。可转位硬质合金刀片将继续扩大其独特性能,并广泛应用于刀具市场。更多信息请访问 http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
可转位刀具是将能转位使用的多边形刀片用机械方法夹固在刀杆或刀体上的刀具。在切削加工中,当一个刃尖磨钝后,将刀片转位后使用另外的刃尖,这种刀片用钝后不再重磨。多数可转位刀具的刀片采用硬质合金,也有采用陶瓷、多晶立方氮化硼或多晶金刚石的。1949~1950年间,美国最早研制成采用机械夹固的可转位车刀,并于1954年开始出售称为丢弃式(throw-away)的可转位刀片和车刀商品。中国曾称这种刀具为“不重磨刀具”。详情请访问:硬质合金可转位刀片。
硬质合金可转位刀片涂层
- 星期四, 05 12月 2013 09:17
- 作者 硬质合金产品编辑4

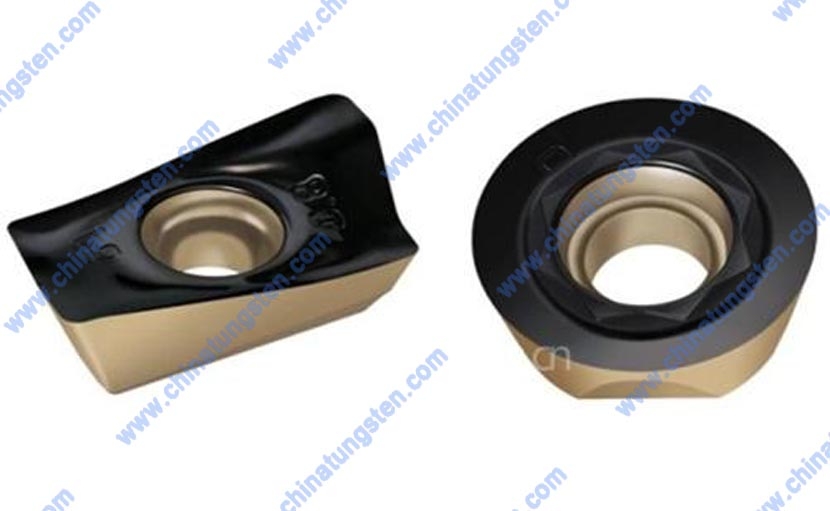
硬质合金可转位刀片涂层的研究完全不亚于硬质合金可转位刀片的研发。硬质合金涂层的进步有助于帮助降低制造成本,提高切削速度,延长刀具使用寿命等众多优点。硬质合金刀片在使用了涂层以后,每次转位都可以生产出更多的产品,刀片在加上涂层以后能以较高的速度运行,能耐受更高的温度,涂层的发展将不断增强刀片的性能。目前在涂层里最受重视的就是通过采用新的PVD技术改善涂层的粘结性,经过PVD(物理气相沉积)处理的氧化保护层,已达到和通过高温CVD处理的涂层相似水平。更多信息请访问 http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
通过使用低温PVD处理,使刀片的韧性更高、耐磨性更好。另外,涂层前后的表面处理明显改善了刀具的性能。不管是通过改善涂层的粘结性、减少裂源位置、降低摩擦力,还是通过使工件的表面更光滑,不同的表面处理的方式都为提高生产效率贡献颇多。”山特维克的目标是找到可运用的更快的切削速度以及较长的刀具使用寿命的涂层和基体,这样有利于帮助用户减少制造成本。详情请访问:硬质合金可转位刀片。