


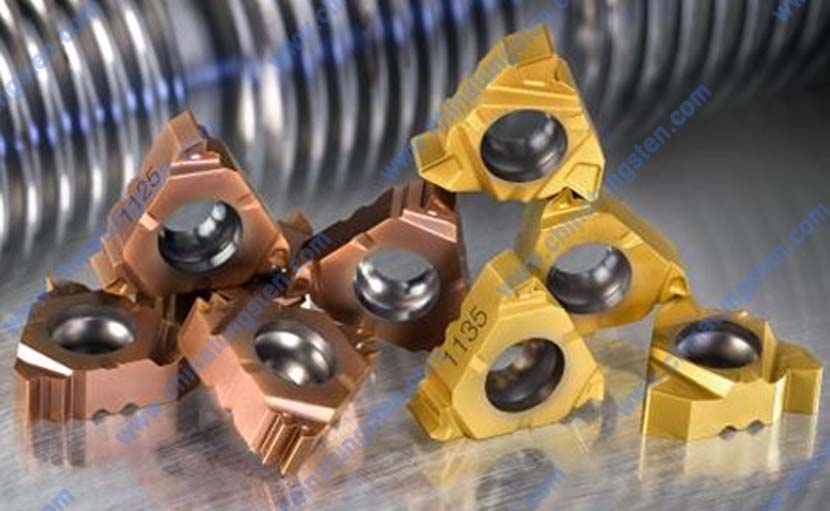
ZP35硬质合金切削刀片,其密度为12.60~12.80g/cm³,抗弯强度不小于2250 N/MM², 硬度不小于91.0HRA。ZP35硬质合金红硬性好,并且有良好的抗冲击及抗热震性和高的使用强度,是通用性良好的牌号,适合于钢及铸钢的粗加工和强力切削。可采用化学气相沉积(CVD)法或物理气相沉积(PVD)法涂覆一层极薄硬质和耐磨性极高的难熔金属化合物而得到涂层ZP35硬质合金切削刀片。通过这种方法,使ZP35硬质合金切削刀片既具有基体材料的强度和韧性,又具有很高的耐磨性。常用的涂层材料有TiC、TiN、Al2O3等。TiC的韧性和耐磨性好;TiN的抗氧化、抗粘结性好;Al2O3的耐热性好。使用时可根据不同的需要选择涂层材料。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
ZP35硬质合金切削刀片有8种常见的磨损形式:
1、刃口磨损。改进办法:提高进给量;降低切削速度;使用更耐磨的刀片材质;使用涂层刀片。
2、崩碎。改进办法:使用韧性更好的材质;使用刃口强化的刀片;检查工艺系统的刚性;加大主偏角。
3、热变形。改进办法:降低切削速度;减少进给;减少切深;使用更具热硬性的材质。
4、切深处破损。改进办法:改变主偏角;刃口强化;更换刀片材质。
5、热裂纹。改进办法:正确使用冷却液;降低切削速度;减少进给;使用涂层刀片。
6、积屑。改进办法:提高切削速度;提高进给;使用涂层刀片或金属陶瓷刀片;使用冷却液;使刃口更锋利。
7、月牙洼磨损。改进办法:降低切削速度;降低进给;使用涂层刀片或金属陶瓷刀片;使用冷却液。
8,断裂。改进办法:使用韧性更好的材质或槽型;减少进给;减少切深;检查工艺系统的刚性。
注意:通常当后刀面磨损达0.7毫米时,应更换刀片刃口;精加工时最大磨损量为0.04毫米。 详情,请访问:硬质合金刀具。