



硬質合金刀片 (98)

硬質合金木工刀片採用硬質合金為材料,憑藉其高耐磨性、高硬度以及高抗彎強度等特性成為廣泛使用的刀具材料,在各個刀具行業得到青睞,包括木工行業。硬質合金木工刀片形狀各異,有長條狀或者圓鋸片狀,通常根據用戶的圖紙及特殊尺寸要求進行訂制,具有鋒利的刀鋒,硬度高且不易出現崩刃現象。由於硬質合金的耐磨性,硬質合金木工刀片在長期木製品切削中的磨損量較小,與傳統刀具材料以及高速鋼刀具等材料相比具有更長的使用壽命,性價比更高。更多詳情,請訪問硬質合金木工刀片。
硬質合金木工刀片採用具有高硬度的硬質合金材料製成,通過碳化鎢粉及作為粘結相的鈷粉或鎳粉組成的混料進行粉末冶金加工以及球磨等工序,再進行壓制成型並最終燒結而成。具有較高的密度以及耐磨性,是木工刀具行業中廣泛使用的刀具,且相較於其他刀具材料,使用壽命更長,崩刃現象更少,得到用戶的廣泛好評。用於硬質合金木工刀片的牌號眾多,可選用YG8、YG6及YG15等,鈷含量越高脆性越大,用戶可根據自身的刀片性能要求進行選擇。更多詳情請訪問http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html。

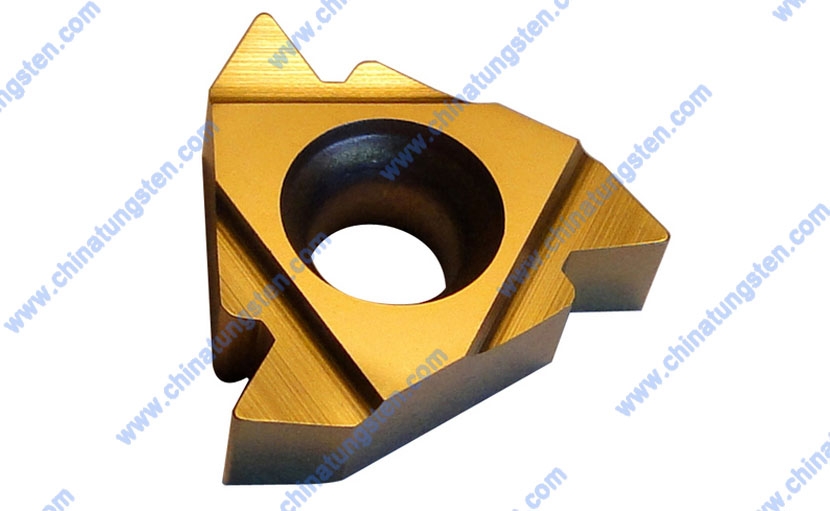
硬質合金數控刀片是具有較高精度的一類硬質合金刀片,根據不同的形狀可以分為S型、T型以及R型等。硬質合金數控刀片具有不同的精度級,刀片精度級越高,磨損速率越低,因此使用高精度級的硬質合金數控刀片進行切削加工,可以有效延長刀片的使用壽命,同時可以提高工件的加工表面平整度及品質。硬質合金數控刀片主要應用於數控機床,根據不同的加工方式,可選擇對刀片表面增加鍍層處理,如鍍上氮化鋁鈦等塗層,均可有效保護刀片表面品質,使用壽命更長。更多詳情,請訪問硬質合金數控刀片。
硬質合金數控刀片主要用於機械加工行業的數控機床中,用字母及數位表示,根據不同的形狀分為不同的型號。硬質合金數控刀片與釺焊式和其他機械夾固式的刀具相比有如下優點:
①避免了硬質合金釺焊時容易產生裂紋的缺點;
②數控刀片適合用氣相沉積法在硬質合金刀片表面沉積薄層更硬的材料(碳化鈦、氮化鈦和氧化鋁),以提高切削性能;
③換刀時間較短;
④由於數控刀片是標準化和集中生產的,刀片幾何參數易於一致,切屑控制穩定。數控刀片的應用範圍很廣,包括各種車刀、鏜刀、銑刀、外表面拉刀、大直徑深孔鑽和套料鑽等。更多詳情請訪問http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
YC201硬質合金切削刀片
- 週二, 17 十二月 2013 05:57
- 作者 硬质合金产品编辑4
YC201硬質合金切削刀片,相當於ISO分組代號中的P20。其密度為11.79g/cm³,抗彎強度不小於1400MPa, 硬度不小於91.8HRA。YC201廣泛應用於鋼、鑄鋼的精加工以及半精加工,在生產過程中適宜採用中等的給進量。 在切削過程中,刀具切削部分不僅需要承受很大的切削力,並且還需要承受刀片變形以及摩擦產生的高溫,因此為了保持刀具的切削力,刀具需要具備高的硬以及高的耐磨性。正常情況下,刀具材料的硬度越高,耐磨性也就越好。刀具的材料必須高於工件材料的硬度。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
在切削過程中,刀具切削部分不僅要承受很大的切削力,而且要承受切屑變形和摩擦產生的高溫,要保持刀具的切削能力,刀具應具備如下的切削性能。 1.高的硬度和耐磨性,刀具材料的硬度必須高於工件材料的硬度。常溫下一般應在HRC60以上。一般說來,刀具材料的硬度越高,耐磨性也越好。 2.足夠的強度和韌性,刀具切削部分要承受很大的切削力和衝擊力。因此,刀具材料必須要有足夠的強度和韌性。 3.良好的耐熱性和導熱性。詳情,請訪問:硬質合金刀具。
YD201硬質合金切削刀片
- 週二, 17 十二月 2013 05:57
- 作者 硬质合金产品编辑4
YD201硬質合金切削刀片,相當於ISO分組代號中的K20。其密度為14.89g/cm³,抗彎強度不小於1800MPa, 硬度不小於91.0HRA。由於其良好的性能,YD201常被用作輕合金的半精加工以及輕合金的粗加工、也可以用作低合金鋼的銑削加工以及鑄鐵。刀具切削性能的優劣直接影響生產效率、加工品質和生產成本。刀具的切削性能首要取決於切削部分的材料,其次是幾何形狀以及刀具結構的設計和選擇是否合理。在使用刀片的過程中,不可避免地都會磨損,常見的刃口磨損,其改進的辦法為降低切削速度,提高進給量,或者使用塗層的刀片。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
由於硬質合金刀片脆性較大,對裂紋形成敏感性強,所以刀具在刃磨過程中應避免過熱或急冷,同時還要選擇合適粒度和硬度的砂輪及合理的磨削工藝、避免產生刃磨裂紋,影響刀具使用壽命。在安裝刀具時,刀頭伸出刀架的長度應儘量小,否則,容易引起刀具震動,從而損壞合金片。刀具使用達到正常磨鈍時,必須進行重磨,重磨後刀具,一定要用油石對刃口及刀尖圓角進行研磨,這樣會提高刀具的使用壽命及安全可靠性。 詳情,請訪問:硬質合金刀具。
YG522硬質合金切削刀片
- 週二, 17 十二月 2013 05:57
- 作者 硬质合金产品编辑4

YG522硬質合金切削刀片,其密度為14.20~14.40g/cm³,抗彎強度不小於2000 N/MM², 硬度不小於92.5HRA。由於其耐磨性好,使用強度高,因此YG522硬質合金切削刀片是竹、木加工專用牌號,同時也可用於有色金屬和非金屬材料的切削加工。製造YG522硬質合金切削刀片時,選用的原料粉末粒度在1~2微米之間,且純度很高。原料按規定組成比例進行配料,加進酒精或其他介質在濕式球磨機中濕磨,使它們充分混合、粉碎,經乾燥、過篩後加入蠟或膠等一類的成型劑,再經過乾燥、過篩制得混合料。然後,把混合料制粒、壓型,加熱到接近粘結金屬熔點(1300~1500℃)的時候,硬化相與粘結金屬便形成共晶合金。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
硬質合金的硬度取決於硬化相含量和晶粒粒度,即硬化相含量越高、晶粒越細,則硬度也越大。硬質合金的韌性由粘結金屬決定,粘結金屬含量越高,抗彎強度越大。 硬質合金具有硬度高、耐磨、強度和韌性較好、耐熱、耐腐蝕等一系列優良性能,特別是它的高硬度和耐磨性,即使在500℃的溫度下也基本保持不變,在1000℃時仍有很高的硬度。硬質合金廣泛用作刀具材料,如車刀、銑刀、刨刀、鑽頭、鏜刀等,用於切削鑄鐵、有色金屬、塑膠、化纖、石墨、玻璃、石材和普通鋼材,也可以用來切削耐熱鋼、不銹鋼、高錳鋼、工具鋼等難加工的材料。現在新型硬質合金刀具的切削速度等於碳素鋼的數百倍。硬質合金還可用來製作鑿岩工具、採掘工具、鑽探工具、測量量具、耐磨零件、金屬磨具、汽缸襯裏、精密軸承、噴嘴等。 詳情,請訪問:硬質合金刀具。
YG546硬質合金切削刀片
- 週二, 17 十二月 2013 05:57
- 作者 硬质合金产品编辑4

YG546硬質合金切削刀片,其密度為14.55~14.75g/cm³,抗彎強度不小於2700 N/MM², 硬度不小於90.5HRA。由於YG546硬質合金切削刀片韌性較好,強度高,能夠承受較大的衝擊負荷。因此YG546硬質合金切削刀片廣泛應用於不銹鋼以及鑄鐵的粗加工。如果對YG546硬質合金切削刀片需要進行塗層,就能夠提供潤滑性和增加硬度,還能為基體提供擴散屏障,使其暴露于高溫下時可防止氧化。硬質合金基體對於塗層的性能至關重要。除了定制基體粉料的主要特性以外,還可以通過化學選擇和改變燒結方法定制基體的表面特性。通過鈷的遷移,可在刀片表面最外層20-30μm厚度內富集相對于工件其餘部位更多的鈷,從而賦予基體表層更好的強韌性,使其具有較強的抗變形能力。請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
世界上有50多個國家生產硬質合金,總產量可達27000~28000t-,主要生產國有美國、俄羅斯、瑞典、中國、德國、日本、英國、法國等,世界硬質合金市場基本處於飽和狀態,市場競爭十分激烈。中國硬質合金工業是50年代末期開始形成的,60~70年代中國硬質合金工業得到了迅速發展,90年代初中國硬質合金總生產能力達6000t,硬質合金總產量達5000t,僅次於俄羅斯和美國,居世界第3位。詳情,請訪問:硬質合金刀具。
硬質合金可轉位刀片塗層
- 週二, 17 十二月 2013 05:57
- 作者 硬质合金产品编辑4

硬質合金可轉位刀片塗層的研究完全不亞於硬質合金可轉位刀片的研發。硬質合金塗層的進步有助於幫助降低製造成本,提高切削速度,延長刀具使用壽命等眾多優點。硬質合金刀片在使用了塗層以後,每次轉位都可以生產出更多的產品,刀片在加上塗層以後能以較高的速度運行,能耐受更高的溫度,塗層的發展將不斷增強刀片的性能。目前在塗層裏最受重視的就是通過採用新的PVD技術改善塗層的粘結性,經過PVD(物理氣相沉積)處理的氧化保護層,已達到和通過高溫CVD處理的塗層相似水準。更多資訊請訪問 http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
通過使用低溫PVD處理,使刀片的韌性更高、耐磨性更好。另外,塗層前後的表面處理明顯改善了刀具的性能。不管是通過改善塗層的粘結性、減少裂源位置、降低摩擦力,還是通過使工件的表面更光滑,不同的表面處理的方式都為提高生產效率貢獻頗多。”山特維克的目標是找到可運用的更快的切削速度以及較長的刀具使用壽命的塗層和基體,這樣有利於幫助用戶減少製造成本。詳情請訪問:硬質合金可轉位刀片。
可轉位硬質合金刀片的優點
- 週二, 17 十二月 2013 05:57
- 作者 硬质合金产品编辑4
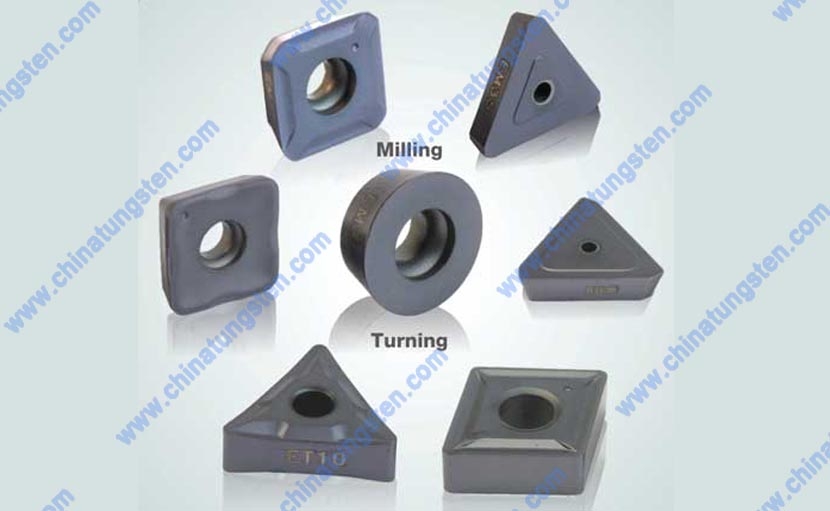
可轉位元硬質合金刀片刀具具有切削速度快,加工時間少,週期短,採用定制配置,增強型的塗層,其加工能力以及刀片規格多樣化的優點,因此在齒輪製造過程中起著非常重要的作用,同時也應用於精加工和預磨削應用場合。隨著加工中心工具系統的進步,硬質合金可轉位刀片將利用雙頭滾刀以及各種降低成本的新塗層和材料來提高生產效率。可轉位元硬質合金刀片將繼續擴大其獨特性能,並廣泛應用於刀具市場。更多資訊請訪問 http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
可轉位刀具是將能轉位使用的多邊形刀片用機械方法夾固在刀杆或刀體上的刀具。在切削加工中,當一個刃尖磨鈍後,將刀片轉位後使用另外的刃尖,這種刀片用鈍後不再重磨。多數可轉位刀具的刀片採用硬質合金,也有採用陶瓷、多晶立方氮化硼或多晶金剛石的。1949~1950年間,美國最早研製成採用機械夾固的可轉位車刀,並於1954年開始出售稱為丟棄式(throw-away)的可轉位刀片和車刀商品。中國曾稱這種刀具為“不重磨刀具”。詳情請訪問:硬質合金可轉位刀片。
硬質合金可轉位刀片技術要求
- 週二, 17 十二月 2013 05:57
- 作者 硬质合金产品编辑4

帶圓孔的、無孔和沉孔硬質合金可轉位刀片的技術要求為硬質合金刀片後面平直度,向內凹不能大於0.05mm,向外凸不能大於0.03mm。 刀片基面平直度,帶圓孔的和無孔刀片只允許向內凹,其值不大於0.05mm;沉孔刀片只允許向內凹,其值不大於0.03mm。 刀片表面不得有對使用有害的缺陷,刃口部分不得有掉邊掉角;非工作部位掉邊掉角不大於0.3mm。更多資訊,請訪問 http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
刀片的主要性能及組織結構應符合YB849-75《硬質合金牌號》或相關標準的規定。刀片斷面組織應均勻一致,不得有對使用有害的缺陷。凡新開發的或引進的新材料應高於YB849-75標準,符合企業推薦值。詳情請訪問:硬質合金可轉位刀片。
硬質合金可轉位刀片型號選用
- 週二, 17 十二月 2013 05:57
- 作者 硬质合金产品编辑4
硬質合金可轉位刀片型號的選用分為四個步驟:第一步,選擇刀片夾固系統,然後選擇刀片型號,接著選擇刀片刀尖圓弧,最後選擇刀片材料牌號。在選擇刀片夾固系統時,應該根據切削加工要求選擇合適的刀片夾固系統的結構以及刀片夾固的方式。第二步是要選擇可轉位刀片的型號。這時我們需要根據加工零件的形狀來選擇適合的刀片形狀代碼,同時也需要根據切削加工的材料選擇主切削刃後角代碼,要根據零件的加工精度選擇刀片尺寸公差代碼等等。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
選擇刀片斷屑槽型,根據切削用量把加工要求分為超精加工、精加工、半精加工、粗加工、重力切削五個等級,分別用代碼A、B、C、D、E表示。又根據工件材料的切削性能選用合適的刀片斷屑槽型,刀片斷屑槽型的使用性能分成1-5級,其中5是最佳選擇。切削刃長度計算,通過刀具主偏角K和切削深度a計算刀片有效切削刃長度L,並推算刀刃的實際長度,然後根據刀刃的實際長度選用合適的切削刃長度代碼。3,選擇刀片刀尖圓弧 粗加工時按刀尖圓弧半徑選擇刀具最大走刀量,或通過經驗公式計算刀具走刀量;精加工時按工件表面粗糙度要求計算精加工走刀量。4,選擇刀片材料牌號 國際ISO標準把硬質合金刀片材料分為P、K、M三類,分別加工鋼、鑄鐵、合金鋼以及不易加工的材料。根據車削工件的材料及其硬度、選用的切削用量來選擇可轉位刀片材料的牌號。詳情請訪問:硬質合金可轉位刀片。