



硬質合金刀片 (98)
W型硬質合金可轉位刀片
- 週一, 16 十二月 2013 09:09
- 作者 硬质合金产品编辑4
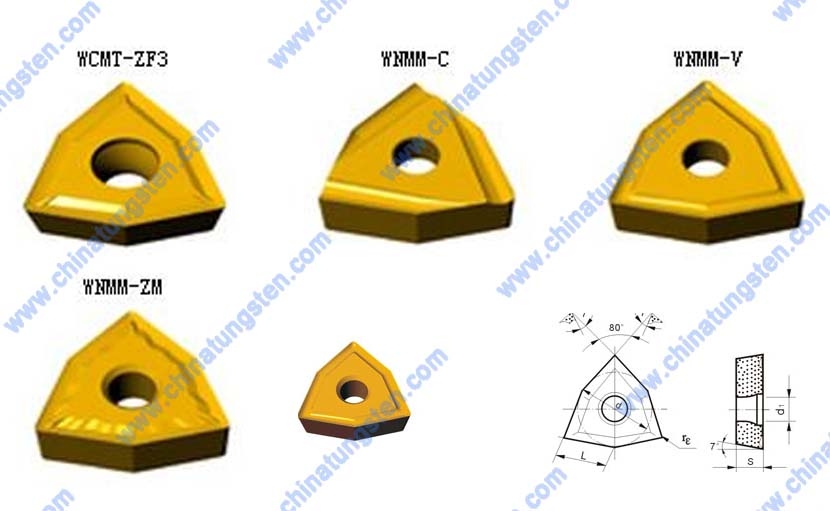
W型硬質合金可轉位刀片,也稱為W型碳化鎢可轉位刀片,英文名為“Tungsten Carbide Indexable Inserts Type W”, 其形狀是一個角為80°正六邊形。W型硬質合金可轉位刀片上有斷屑槽,有些有大小不同的孔穿過。W型可轉位硬質合金刀片表面可以加塗層。通過使用低溫PVD處理,使W型硬質合金刀片的韌性更高、耐磨性更好。不管是通過使工件表面更光滑,還是通過改善塗層的粘結性、降低產品的摩擦力,減少裂源的位置,塗層前後的表面處理都大大改善了刀具的性能。更多資訊請訪問 http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html
可轉位刀具是將預先加工好並帶有若干個切削刃的多邊形刀片,用機械夾固的方法夾緊在刀體上的一種刀具。當在使用過程中一個切削刃磨鈍了後,只要將刀片的夾緊鬆開後轉位或更換刀片,使新的切削刃進入工作位置,再經夾緊就可以繼續使用。詳情請訪問:硬質合金可轉位刀片
V型硬質合金可轉位刀片
- 週一, 16 十二月 2013 09:09
- 作者 硬质合金产品编辑4

V型硬質合金可轉位刀片,或稱為V型碳化鎢硬質合金刀片,英文名為“Tungsten Carbide Indexable Inserts Type V”,其形狀是有一個角為35°的棱形。有孔V型硬質合金可轉位刀片符合國家ISO03364-1985標準。V型可轉位硬質合金在釺焊時不容易產生裂紋,它的換刀時間短,大大提高了工廠的工作效率。V型硬質合金可轉位刀片適合採用氣相沉積法在硬質合金刀片表面沉積薄層更硬的材料,如碳化鈦、氮化鈦和氧化鋁,這樣提高了切削性能。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
硬質合金可轉位刀片的國家標準是採用了 ISO 國際標準。產品型號的表示方法、品種規格、尺寸系列、製造公差以及值尺寸的測量方法等,都和 ISO 標準相同為適應我國的國情還在國際標準規定的 9 個號位之後,加一短橫線再用一個字母和一位元數位表示刀片斷屑槽形式和寬度。因此,我國可轉位刀片的型號,共用 10 個號位元的內容來表示主要參數的特徵。詳情請訪問:硬質合金可轉位刀片。
T型硬質合金可轉位刀片
- 週一, 16 十二月 2013 09:09
- 作者 硬质合金产品编辑4

T型硬質合金可轉位刀片,英文名為“Tungsten Carbide Indexable Inserts Type T”是形狀為三角形的可轉位硬質合金刀片,T為英文“三角形”的縮寫。其中有些刀片中間有一個圓形的孔,有些則沒有。T型的硬質合金刀片種類繁多,其主要區別在於其表面上的孔及線條的不同。T型硬質合金可轉位刀片具有切削效率高,輔助時間少等優點。T型硬質合金可轉位刀片的刀體可重複使用,大大節省了鋼材和製造費用。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
T型硬質合金可轉位刀片或硬質合金可轉位刀片T型,看看上面的圖片,你會發現,所有的硬質合金可轉位刀片都是三角形。T型硬質合金可轉位刀片中間有一個洞,而有的則沒有。這些T型硬質合金可轉位刀片的區別在於在其表面上的孔和線。如果您想查詢T型硬質合金可轉位刀片的國家標準,我們請您到中鎢線上書庫(i.chinatungsten.com)上進行查詢。T型硬質合金可轉位刀片中特殊的類型有等腰三角形的可轉位刀片。更多資訊,煩請訪問:硬質合金可轉位刀片。
S型硬質合金可轉位刀片
- 週一, 16 十二月 2013 09:09
- 作者 硬质合金产品编辑4
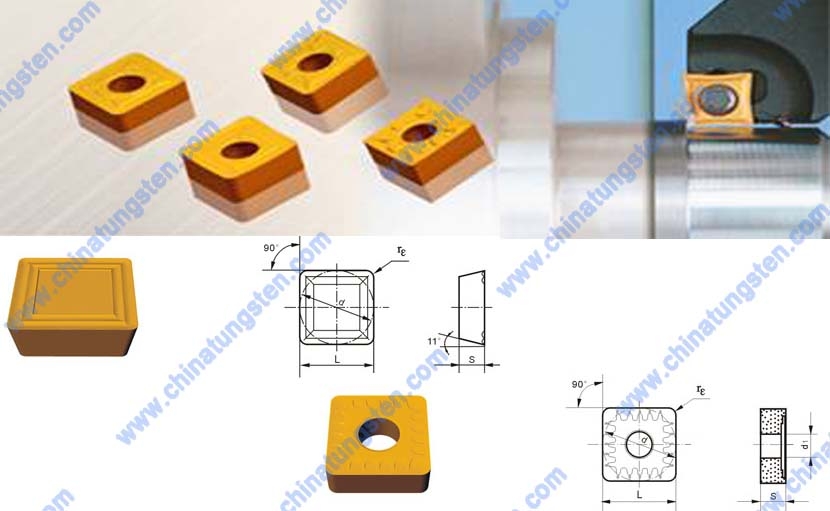
硬質合金可轉位刀片S型,英文名為“Tungsten Carbide Indexable Inserts Type S”,其形狀大多為正方形或長方形,有些可轉位刀片的中間有一個圓形的孔穿過。硬質合金可轉位刀片S型包含非常多不同的型號,如SNUN, SPUN, SFUN等。S型硬質合金可轉位刀片適用於各種加工工藝,其型號根據刀片的尺寸精度,刀片的厚度,刀片的切削方向而有所不同。可轉位硬質合金刀片(ICI)刀具在齒輪製造過程中起著關鍵的作用。硬質合金刀片刀具具有切削速度快、加工週期短、增強型塗層、採用定制配置、規格和加工能力多樣化的特點,被廣泛用於精加工和預磨削應用場合。更多資訊請訪問 http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html
硬質合金是由高硬度、難熔金屬化合物粉末(如WC、TiC、TaC、NbC等高溫碳化物)和金屬粘結劑(Co、Mo、Ni等)燒結而成的粉末冶金製品。由於硬質合金成分中含有大量熔點高、硬度高、化學穩定性好的碳化物,因此,硬質合金的硬度、耐磨性和耐熱性都很高。硬質合金的常溫硬度一般為89~93HRA,相當於78~82HRC,允許的切削溫度高達800℃~1000℃,即使在540℃時其硬度仍保持在77~85HRA,相當於高速鋼的常溫硬度。因此,硬質合金的切削性能比高速鋼高得多,在相同耐用度情況下,硬質合金允許的切削速度比高速鋼高4倍~10倍,切削速度可達100m/min以上,可以切削高速鋼刀具切削不了的各類難加工材料如淬硬鋼。但由於其抗彎強度較低(約為高速鋼的1/2~1/4)、衝擊韌性(約為高速鋼的(1/8~1/30)和工藝性差,因此,目前硬質合金材料主要用於刃形簡單、無衝擊性的非斷續切削加工刀具製作中。詳情請訪問:硬質合金可轉位刀片
R型硬質合金可轉位刀片
- 週一, 16 十二月 2013 09:09
- 作者 硬质合金产品编辑4

R型硬質合金可轉位刀片,英文名為“Tungsten Carbide Indexable Inserts Type R”,是一種形狀為圓形的硬質合金可轉位刀片,中間有些有孔通過它,並且孔的大小可以各不相同。常用刀片的公差等級可分為精密級,英文字母為G,中等級,英文字母為M,普通級,英文字母為U。這些等級也可按需選用。刀片也有帶後角及帶不同後角的。更多資訊請訪問: http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html
硬質合金可轉位刀片常用的形狀有正三邊形、四邊形、五邊形、凸三邊形、圓形和菱形等(圖1)。刀片廓形的內切圓直徑是刀片的基本參數,其尺寸(毫米)系列是5.56、6.35、9.52、12.70、15.88、19.05、25.4 …。常用的刀片公差等級有精密級(G)、中等級(M)和普通級(U)3種,可按需要選用。各種形狀的刀片有中心帶孔或不帶孔的;有不帶後角或帶不同後角的;有不帶斷屑槽的,也有一面或兩面都有斷屑槽的。詳情請訪問:硬質合金可轉位刀片
K型硬質合金可轉位刀片
- 週一, 16 十二月 2013 09:09
- 作者 硬质合金产品编辑4
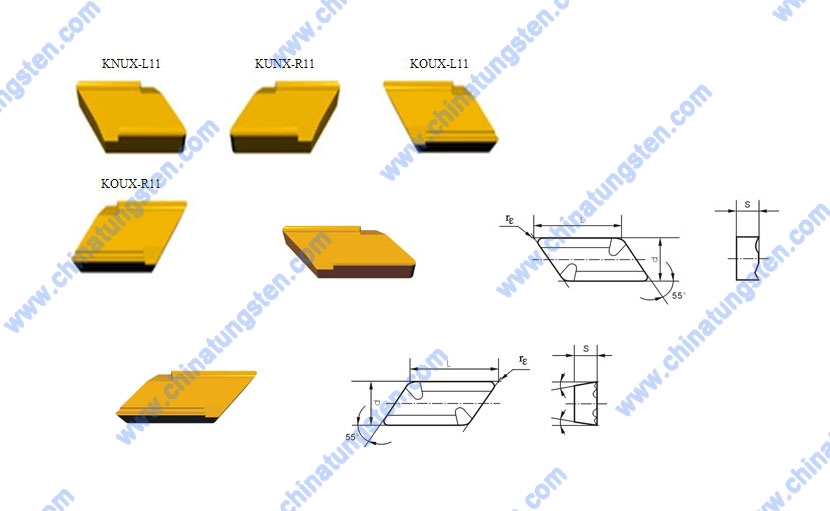
K型硬質合金可轉位刀片,或稱為碳化鎢硬質合金刀片,英文名為“Tungsten Carbide Indexable Inserts Type K”,是有一個角為55°的平行四邊形,與其他硬質合金可轉位刀片不同的是,K型硬質合金可轉位刀片中間沒有孔通過它。為了適應在不同條件下斷屑的需求,硬質合金可轉位刀片的斷屑槽形式多種多樣。其斷屑台一般是在硬質合金壓制完後燒結而成。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html
硬質合金可轉位刀片是將能轉位使用的多邊形刀片用機械方法夾固在刀杆或刀體上的刀具。在切削加工中,當一個刃尖磨鈍後,將刀片轉位後使用另外的刃尖,這種刀片用鈍後不再重磨。多數可轉位刀具的刀片採用硬質合金,也有採用陶瓷、多晶立方氮化硼或多晶金剛石的。1949~1950年間,美國最早研製成採用機械夾固的可轉位車刀,並於1954年開始出售稱為丟棄式(throw-away)的可轉位刀片和車刀商品。中國曾稱這種刀具為"不重磨刀具"。詳情請訪問:硬質合金可轉位刀片
D型硬質合金可轉位刀片
- 週一, 16 十二月 2013 09:09
- 作者 硬质合金产品编辑4

D型硬質合金可轉位刀片,或稱作D型碳化鎢可轉位刀片,英文名為“Indexable Tungsten Carbide Inserts Type D”, 觀察上面的圖片,你會發現這些硬質合金可轉位刀片的形狀都是有一個角為55°的棱形刀片。同時D型硬質合金可轉位刀片也有相應的國際標準,包括ISO03364-1985以及ISO06987/1-1993。由於各種超細晶粒硬質合金以及塗層硬質合金材料的研發,硬質合金可轉位元刀具的性能也得到了極大的改善,硬質合金可轉位刀具得到越來越多的應用。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html
選擇可轉位刀片型號時要考慮多方面的因素,根據加工零件的形狀選擇刀片形狀代碼;根據切削加工的材料選擇主切削刃後角代碼;根據零件的加工精度選擇刀片尺寸公差代碼;根據加工要求選擇刀片斷屑及夾固形式代碼;根據選用的切削用量選擇刀片切削刃長度代碼;此外還要選擇刀片斷屑槽型;通過理論公式計算刀片切削刃長度。 1)選擇刀片斷屑槽型如表2所示,根據切削用量把加工要求分為超精加工、精加工、半精加工、粗加工、重力切削五個等級,分別用代碼A、B、C、D、E表示。又根據工件材料的切削性能選用合適的刀片斷屑槽型,見表3,刀片斷屑槽型的使用性能分成1-5級,其中5是最佳選擇。詳情請訪問:硬質合金可轉位刀片。
C型硬質合金可轉位刀片
- 週一, 16 十二月 2013 09:09
- 作者 硬质合金产品编辑4

C型硬質合金可轉位刀片,或稱為C型碳化鎢可轉位刀片,英文名為“Tungsten Carbide Indexable Inserts Type C”, 是其中有一個角是80°的平行四邊形的可轉位刀片。硬質合金可轉位刀片中間通常有一個通孔,C型硬質合金可轉位刀片通常有相應的國家標準,國際ISO標準把硬質合金刀片材料分為P、K、M三類,其對應的材料為加工鋼、鑄鐵鋼、合金鋼材以及不易加工的材料。選擇時請根據車削工件的硬度及材料以及選用的切削用量來選擇可轉位刀片的材料牌號。更多資訊請訪問http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
帶圓孔的、無孔和沉孔C型硬質合金可轉位刀片的技術要求
⑴刀片後面平直度,向內凹不大於0.05mm,向外凸不大於0.03mm。
⑵刀片基面平直度,帶圓孔的和無孔刀片只允許向內凹,其值不大於0.05mm;沉孔刀片只允許向內凹,其值不大於0.03mm。
⑶刀片表面不得有對使用有害的缺陷,刃口部分不得有掉邊掉角;非工作部位掉邊掉角不大於0.3mm。詳情請訪問:硬質合金可轉位刀片。
硬質合金可轉位刀片型號的選用
- 週一, 16 十二月 2013 09:09
- 作者 硬质合金产品编辑4

硬質合金可轉位刀片型號的選用分為四個步驟:第一步,選擇刀片夾固系統,然後選擇刀片型號,接著選擇刀片刀尖圓弧,最後選擇刀片材料牌號。在選擇刀片夾固系統時,應該根據切削加工要求選擇合適的刀片夾固系統的結構以及刀片夾固的方式。第二步是要選擇可轉位刀片的型號。這時我們需要根據加工零件的形狀來選擇適合的刀片形狀代碼,同時也需要根據切削加工的材料選擇主切削刃後角代碼,要根據零件的加工精度選擇刀片尺寸公差代碼等等。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
選擇刀片斷屑槽型,根據切削用量把加工要求分為超精加工、精加工、半精加工、粗加工、重力切削五個等級,分別用代碼A、B、C、D、E表示。又根據工件材料的切削性能選用合適的刀片斷屑槽型,刀片斷屑槽型的使用性能分成1-5級,其中5是最佳選擇。切削刃長度計算,通過刀具主偏角K和切削深度a計算刀片有效切削刃長度L,並推算刀刃的實際長度,然後根據刀刃的實際長度選用合適的切削刃長度代碼。3,選擇刀片刀尖圓弧粗加工時按刀尖圓弧半徑選擇刀具最大走刀量,或通過經驗公式計算刀具走刀量;精加工時按工件表面粗糙度要求計算精加工走刀量。4,選擇刀片材料牌號國際ISO標準把硬質合金刀片材料分為P、K、M三類,分別加工鋼、鑄鐵、合金鋼以及不易加工的材料。根據車削工件的材料及其硬度、選用的切削用量來選擇可轉位刀片材料的牌號。詳情請訪問:硬質合金可轉位刀片。

P35硬度合金刀片適用於碳素鋼與合金鋼包括鍛件、衝壓件及鑄件的表皮不平整面切削時的粗車、粗刨、半精刨、粗銑和非連續面的粗銑及鑽孔等等。強度不低於89.5HRA,密度在12.5g/cm³到13.2g/cm³的範圍內。抗彎強度不低於1435N/mm²,含碳化鎢量在69%到92%的範圍內,含鈷量介於5%與10%之間,含鈦量在5%至15%上下浮動,含鉭量是0%~15%不等。以高精度,高可靠性為前提已被全球廣泛使用以提高生產力。根據不同的應用,硬質合金刀片的排序為木刀具,夾緊刀片,銑削和車削刀片等。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
P35硬質合金刀片各成分的品質分數
|
抗彎強度 (kgf/㎜²) |
ω(WC) (碳化鎢) |
ω(Co) (鈷) |
ω(Ti) (鈦) |
ω(Ta) (鉭) |
|
≥1435 |
69%~92% |
5%~10% |
5%~15% |
0%~15% |
更多資訊,煩請參考:硬質合金刀片。