



硬質合金刀片 (98)
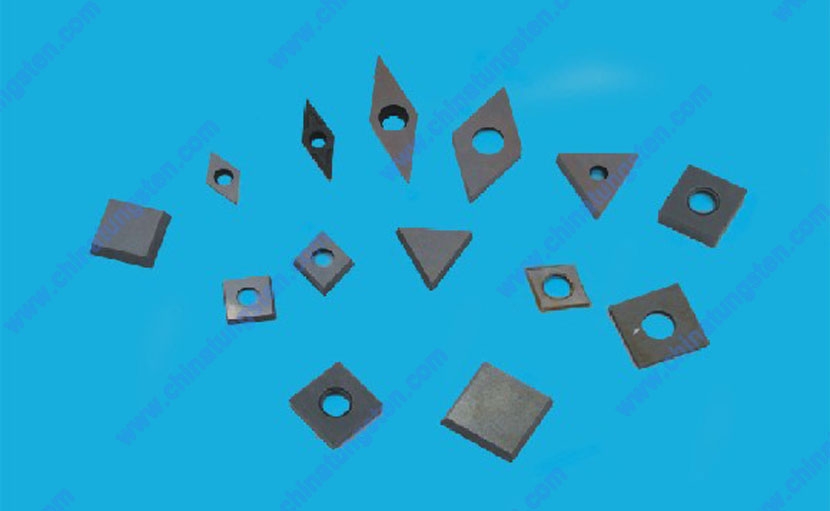
P40硬度合金刀片的強度不低於91.0HRA,密度在12.8 g/cm³到13.2 g/cm³的範圍內。適用於碳素鋼、鑄鋼、高錳鋼、高強度鋼及合金鋼的粗車、銑削、和刨削等等。根據不同的應用,硬質合金刀片的排序為木刀具,夾緊刀片,銑削和車削刀片等。抗彎強度不低於2000N/mm²,含碳化鎢量在69%到92%的範圍內,含鈷量介於5%與10%之間,含鈦量處於5%~15%上下浮動,含鉭量是0%~15%不等。以高精度,高可靠性為前提,硬質合金刀片P40已被全球廣泛使用以提高生產力。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
P40硬質合金刀片各成分的品質分數

更多資訊,煩請參考:硬質合金刀片。

K12硬質合金刀片的硬度不低於91.0HRA,具有較好的耐磨性和抗彎度,以高精度,高可靠性為前提,硬質合金刀片K12已被全球廣泛使用以提高生產力。主要用為生產擠壓棒材,適用於做一般的硬質合金鑽頭、硬質合金刀具等耐磨件。抗彎強度不低於1900N/mm²,密度大約是14.9g/cm³,含碳化鎢量在90%到96%的範圍內,含鈷量介於4%與7%之間,含鈦量處於0%~1%上下浮動,含鉭量是0%~2%不等,根據不同的應用,硬質合金刀片的排序為木刀具,夾緊刀片,銑削和車削刀片等。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
K12硬質合金刀片各成分的品質分數

更多資訊,煩請參考:硬質合金刀片。
K40硬質合金刀片的硬度不低於89.5 HRA,K40刀片非常適合作用於製造細徑微鑽、立銑刀、旋轉銼刀等等。抗彎強度不低於2200N/mm²,密度在14.3g/cm³到14.7g/cm³的範圍內。含碳化鎢量在89%到95%的範圍內,含鈷量介於5%與8%之間,含鈦量處於0%至1%上下浮動,含鉭量是0%~2%不等。以高精度,高可靠性為前提,硬質合金刀片K40已被全球廣泛使用以提高生產力。根據不同的應用,硬質合金刀片的排序可以分為木刀具,夾緊刀片,銑削和車削刀片等四大類。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
K40硬質合金刀片各成分的品質分數

更多資訊,煩請參考:硬質合金刀片。

M15硬質合金刀片的硬度不低於91.5HRA,抗彎強度不低於1180N/mm²,密度在12.6 g/cm³到13 g/cm³的範圍內。M15刀片適合用於耐熱鋼、高錳鋼、不銹鋼等難加工鋼材及普通鋼和鑄鐵的加工。含碳化鎢量在78%到94%的範圍內,含鈷量介於4%與9%之間,含鈦量處於3%~11%上下浮動,含鉭量是0%~11%不等。以高精度,高可靠性為前提,硬質合金刀片M15已被全球廣泛使用以提高生產力。根據不同的應用,硬質合金刀片的排序為木刀具,夾緊刀片,銑削和車削刀片等。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
M15硬質合金刀片各成分的品質分數
更多資訊,煩請參考:硬質合金刀片。

M25硬質合金刀片的硬度不低於90.5HRA,抗彎強度不低於1350N/mm²,密度在12.4 g/cm³到13.5g/cm³範圍內,主要適用於耐熱鋼、高錳鋼、不銹鋼及高級合金鋼等特殊難加工鋼材的精加工、半精加工、普通鋼材和鑄鐵的加工。含碳化鎢量在78%~94%的範圍內,含鈷量介於5%與11%之間,含鈦量處於2%~10%上下浮動,含鉭量是0%~10%不等。以高精度,高可靠性為前提已被全球廣泛使用以提高生產力。根據不同的應用,硬質合金刀片的排序為木刀具,夾緊刀片,銑削和車削刀片等。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
M25硬質合金刀片各成分的品質分數

更多資訊,煩請參考:硬質合金刀片。

M30硬質合金刀片的硬度不低於91.5HRA,密度在14.4 g/cm³到14.6 g/cm³的範圍內。適用于低速粗車,銑削耐熱的硬質合金及鈦合金,作為切斷刀及絲錐、鋸片銑刀尤佳屬於超細顆粒合金。抗彎強度不低於1750N/mm²,含碳化鎢量在78%~94%上下浮動,含鈷量處於5%至11%上下浮動,含鈦量介於2%與10%之間,含鉭量是0%~10%不等。以高精度,高可靠性為前提已被全球廣泛使用以提高生產力。根據不同的應用,硬質合金刀片的排序為木刀具,夾緊刀片,銑削和車削刀片等。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
M30硬質合金刀片各成分的品質分數

更多資訊,煩請參考:硬質合金刀片。

M35硬質合金刀片屬於超細顆粒合金,硬度不低於91.5HRA。密度在14.4 g/cm³到14.6 g/cm³的範圍內,適用于低速粗車,銑削耐熱的硬質合金及鈦合金,作為切斷刀及絲錐、鋸片銑刀尤佳。抗彎強度不低於1750N/mm²,含碳化鎢量在78%到94%的範圍內,含鈷量介於5%與11%之間,含鈦量處於2%至10%上下浮動,含鉭量是0%~10%不等。以高精度,高可靠性為前提已被全球廣泛使用以提高生產力。根據不同的應用,硬質合金刀片的排序為木刀具,夾緊刀片,銑削和車削刀片等。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
M35硬質合金刀片各成分的品質分數

更多資訊,煩請參考:硬質合金刀片。
ZC1硬質合金切削刀片
- 週二, 17 十二月 2013 05:46
- 作者 硬质合金产品编辑4
ZC1硬質合金切削刀片,其密度為13.7~14.00g/cm³,抗彎強度不小於1700 N/MM², 硬度不小於91.6HRA。ZC1硬質合金切削韌性和紅硬性均較好,是一種塗層基體牌號,因此ZC1硬質合金適於碳鋼和合金鋼的半精加工,常用於製作螺紋刀具。ZC1硬質合金切削刀片上也可以塗上塗層,採用化學氣相沉積(CVD)法或物理氣相沉積(PVD)法塗覆一層極薄硬質和耐磨性極高的難熔金屬化合物而得到的刀具材料,這樣使ZC1硬質合金切削刀片具有很高的耐磨性和韌性。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
塗層硬質合金是在韌性、強度較好的硬質合金基體上或高速鋼基體上,採用化學氣相沉積(CVD)法或物理氣相沉積(PVD)法塗覆一層極薄硬質和耐磨性極高的難熔金屬化合物而得到的刀具材料。通過這種方法,使刀具既具有基體材料的強度和韌性,又具有很高的耐磨性。常用的塗層材料有TiC、TiN、Al2O3等。TiC的韌性和耐磨性好;TiN的抗氧化、抗粘結性好;Al2O3的耐熱性好。使用時可根據不同的需要選擇塗層材料。 詳情,請訪問:硬質合金刀具。
ZK10UF硬質合金切削刀片
- 週二, 17 十二月 2013 05:46
- 作者 硬质合金产品编辑4
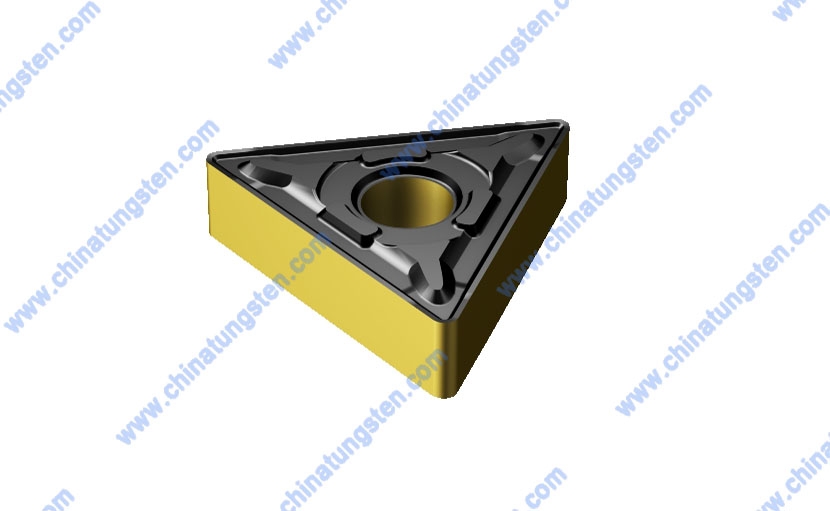
ZC10UF硬質合金切削刀片,其密度為14.75~14.95g/cm³,抗彎強度不小於2500 N/MM², 硬度不小於93.2HRA。ZK10UF硬質合金適用於各種鑄鐵及有色金屬的精加工和半精加工,也是製作整體硬質合金孔加工工具的優良材料。在許多情況下,ZK10UF硬質合金切削刀片需要進行塗層。塗層不僅能夠提供潤滑性和增加硬度,同時還能為基體提供擴散屏障,使其暴露于高溫下時可防止氧化。硬質合金基體對於塗層的性能至關重要。除了定制基體粉料的主要特性以外,還可以通過化學選擇和改變燒結方法定制基體的表面特性。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
WC-Co硬質合金在兼具硬度和韌性方面具有獨到優勢。碳化鎢(WC)本身具有很高的硬度(超過剛玉或氧化鋁),而且在工作溫度升高時其硬度也很少下降。但是,它缺乏足夠的韌性,而這對於切削刀具是必不可少的性能。為了利用碳化鎢的高硬度,並改善其韌性,人們利用金屬結合劑將碳化鎢結合在一起,從而使這種材料既具有遠遠超過高速鋼的硬度,同時又能夠承受在大多數切削加工中的切削力。此外,它還能承受高速加工所產生的切削高溫。 如今,幾乎所有的WC-Co刀具和ZK10UF硬質合金切削刀片都採用了塗層,因此,基體材料的作用似乎顯得不太重要了。但實際上,正是WC-Co材料的高彈性係數(衡量剛度的指標,WC-Co的室溫彈性係數約為高速鋼的三倍)為塗層提供了不變形的基底。WC-Co基體還能提供所需要的韌性。這些性能都是WC-Co材料的基本特性,但也可以在生產硬質合金粉體時,通過調整材料成分和微觀結構而定制材料性能。因此,刀具性能與特定加工的適配性在很大程度上取決於最初的制粉工藝。詳情,請訪問:硬質合金刀具。
ZK10UF硬質合金切削刀片
- 週二, 17 十二月 2013 05:46
- 作者 硬质合金产品编辑4
ZC10UF硬質合金切削刀片,其密度為14.75~14.95g/cm³,抗彎強度不小於2500 N/MM², 硬度不小於93.2HRA。ZK10UF硬質合金適用於各種鑄鐵及有色金屬的精加工和半精加工,也是製作整體硬質合金孔加工工具的優良材料。在許多情況下,ZK10UF硬質合金切削刀片需要進行塗層。塗層不僅能夠提供潤滑性和增加硬度,同時還能為基體提供擴散屏障,使其暴露于高溫下時可防止氧化。硬質合金基體對於塗層的性能至關重要。除了定制基體粉料的主要特性以外,還可以通過化學選擇和改變燒結方法定制基體的表面特性。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
WC-Co硬質合金在兼具硬度和韌性方面具有獨到優勢。碳化鎢(WC)本身具有很高的硬度(超過剛玉或氧化鋁),而且在工作溫度升高時其硬度也很少下降。但是,它缺乏足夠的韌性,而這對於切削刀具是必不可少的性能。為了利用碳化鎢的高硬度,並改善其韌性,人們利用金屬結合劑將碳化鎢結合在一起,從而使這種材料既具有遠遠超過高速鋼的硬度,同時又能夠承受在大多數切削加工中的切削力。此外,它還能承受高速加工所產生的切削高溫。 如今,幾乎所有的WC-Co刀具和ZK10UF硬質合金切削刀片都採用了塗層,因此,基體材料的作用似乎顯得不太重要了。但實際上,正是WC-Co材料的高彈性係數(衡量剛度的指標,WC-Co的室溫彈性係數約為高速鋼的三倍)為塗層提供了不變形的基底。WC-Co基體還能提供所需要的韌性。這些性能都是WC-Co材料的基本特性,但也可以在生產硬質合金粉體時,通過調整材料成分和微觀結構而定制材料性能。因此,刀具性能與特定加工的適配性在很大程度上取決於最初的制粉工藝。詳情,請訪問:硬質合金刀具。