



硬質合金刀片 (98)
YS8硬質合金切削刀片
- 週一, 16 十二月 2013 09:38
- 作者 硬质合金产品编辑4
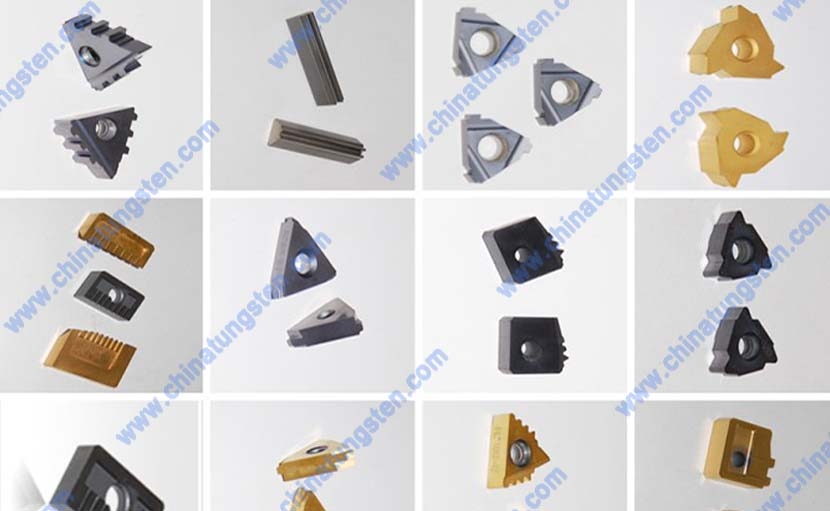
YS8硬質合金切削刀片,相當於ISO分組代號中的M05。其密度為13.9g/cm³,抗彎強度不小於1720MPa, 硬度不小於92.5HRA。適用於鐵基、鎳基高溫合金、度強度鋼的精加工,亦適用于冷硬鑄鐵、耐熱不銹鋼、高錳鋼、淬火鋼的精加工。YS8硬質合金切削刀片也可在其表面塗上塗層,使刀片既有基本材料的強度和韌性,又有很高的耐磨性。通常使用的塗層材料有TiC、TiN、Al2O3等。TiN的抗氧化、抗粘結性好;TiC的韌性和耐磨性好; Al2O3的耐熱性好。使用時可根據不同的需要選擇塗層材料。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
硬質合金和碳-氮化合物--儘管高速鋼對於如鑽孔、拉削這樣的應用仍然非常重要,但大多數的金屬切削都是通過硬質合金工具完成的。 對於那些非常難於加工的材料,硬質合金現在正逐漸由碳氮化合物、陶瓷製品和超硬材料所替代。滲碳的(或燒結的)硬質合金和碳氮化合物,被世界上大多數一致 認為是硬金屬,是一系列通過粉末冶金技術製成的非常硬的、耐火、耐磨的合金。微小的硬質合金或者氮化物顆粒在處於燒結溫度液體時被金屬粘結劑“膠結”。個 體硬金屬的成分和屬性與那些黃銅和高速鋼是不同的。詳情,請訪問:硬質合金刀具。
YS25硬質合金切削刀片
- 週一, 16 十二月 2013 09:38
- 作者 硬质合金产品编辑4

YS25硬質合金切削刀片,相當於ISO分組代號中的P20。其密度為13.0g/cm³,抗彎強度不小於1780MPa,硬度不小於90.5HRA。YS25硬質合金切削刀片適用於鋼、鑄鋼的精加工和半精加工,宜採用中等進給量和較高的切削速度。YS25硬質合金切削刀片和其他切削刀具一樣,是在20世紀的20年代被引入商業領域,儘管是在德國有重大的發現的,但是卻是美國、奧地利、瑞典等其他國家進行後期開發的。硬質合金YS25,則主要 適用於碳素鋼、鑄鋼、高錳鋼、高強度鋼及合金鋼的粗車、銑削和刨削。詳見http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
硬質合金和碳-氮化合物--儘管高速鋼對於如鑽孔、拉削這樣的應用仍然非常重要,但大多數的金屬切削都是通過硬質合金工具完成的。 對於那些非常難於加工的材料,硬質合金現在正逐漸由碳氮化合物、陶瓷製品和超硬材料所替代。滲碳的(或燒結的)硬質合金和碳氮化合物,被世界上大多數一致 認為是硬金屬,是一系列通過粉末冶金技術製成的非常硬的、耐火、耐磨的合金。微小的硬質合金或者氮化物顆粒在處於燒結溫度液體時被金屬粘結劑“膠結”。個 體硬金屬的成分和屬性與那些黃銅和高速鋼是不同的。詳見:硬質合金刀具。
YT5硬質合金切削刀片
- 週一, 16 十二月 2013 09:38
- 作者 硬质合金产品编辑4
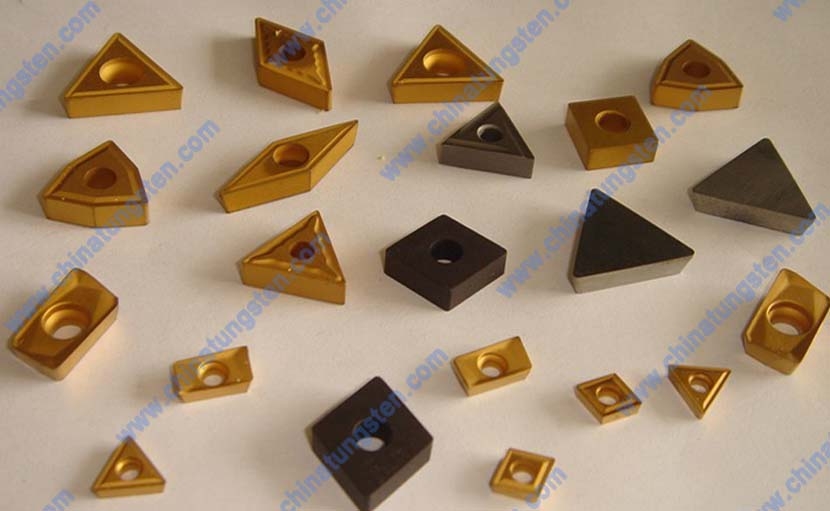
YT5硬質合金刀片,相當於ISO分組代號為P30。其密度不小於12.6g/cm³,抗彎強度不小於1260MPa, 硬度不小於92.5HRA。YT5硬質合金刀片在鎢鈷鈦合金中強度,抗衝擊及抗震性都是最好的,缺點是耐磨性較差,因此YT05硬質合金刀片主要適於碳素鋼與合金鋼(包括鋼鍛件,衝壓件及鑄件的表皮)加工不平整斷面與間斷切削時的粗車、粗刨、半精刨,非連續面的粗銑及鑽孔。同樣適用于適用於鋼、鑄鋼的精加工和半精加工,在加工過程中最好採用中等進給量以及較高的切削速度。硬質合金YT5則主要 適用於碳素鋼與合金鋼(包括鋼鍛件,衝壓件及鑄件的表皮)加工不平整斷面與間斷切削時的粗車、粗刨、半精刨,非連續面的粗銑及鑽孔。更多資訊,詳見http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
YT5硬質合金刀片材料的耐熱性是指在高溫下仍能保持其硬度和強度,耐熱性越好,刀具材料在高溫時抗塑性變形的能力、抗磨損的能力也越強。刀具材料的導熱性越好,切削時產生的熱量越容易傳導出去,從而降低切削部分的溫度,減輕刀具磨損。 4.良好的工藝性 為便於製造,要求刀具材料具有良好的可加工性。包括熱加工性能(熱塑性、可焊性、淬透性)和機械加工性能。 5.良好的經濟性。詳見:硬質合金刀具。
YT14硬質合金切削刀片
- 週一, 16 十二月 2013 09:38
- 作者 硬质合金产品编辑4

YT14硬質合金切削刀片,相當於ISO分組代號中的P20。其密度為11.4g/cm³,抗彎強不小於1400MPa, 硬度不小於90.5HRA。YT14硬質合金切削刀片使用強度高,抗衝擊以及抗震性都較好,僅次於YT5合金,但耐磨性較YT5更好。因此YT14硬質合金切削刀片廣泛應用於碳素鋼與合金鋼的加工中,不平整斷面和連續切削時的粗車,間斷切削時的半精車與精車,連續斷面粗銑,鑄孔的擴鑽以及粗擴。硬質合金YT14則主要適於在碳素鋼合金鋼加工中, 不平整斷面和連續切削時的粗車,間斷切削時的半精車與精車,連續斷面粗銑,鑄孔的擴鑽與粗擴。詳見http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
P類(YT)硬質合金 即鎢鈷鈦類,由碳化鎢、碳化鈦和鈷組成。這類硬質合金耐熱性和耐磨性較好,但抗衝擊韌性較差,適用於加工鋼料等韌性材料。常用的牌號有:YT5、YT14、YT30等,其中的數字表示碳化鈦含量的百分數,碳化鈦的含量越高,則耐磨性較好、韌性越低。這三種牌號的硬質合金製造的刀具分別適用於粗加工、半精加工和精加工。詳見:硬質合金刀具。
YT15硬質合金切削刀片
- 週一, 16 十二月 2013 09:38
- 作者 硬质合金产品编辑4

YT15硬質合金切削刀片,相當於ISO分組代號中的P10。其密度為11.3g/cm³,抗彎強度不小於1300MPa, 硬度不小於91HRA。YT15硬質合金切削刀片耐磨性優於YT05硬質合金,但其抗衝擊韌性不如YT05好。YT15硬質合金切削刀片主要適於鋼、鑄鋼、合金鋼中切屑斷面的半精加工或小切屑面的精加工,以及碳素鋼於合金鋼加工中,連續切削時的粗車、半精車、及精車,間斷切削時的小斷面精車,連續面的半精銑與精銑,孔的粗擴與精擴,適宜較高的切削速度和中等的進給量。詳見http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
YT15硬質合金切削刀片材料主要指刀具切削部分的材料。刀具切削性能的優劣,直接影響著生產效率、加工品質和生產成本。而刀具的切削性能,首先取決於切削部分的材料;其次是幾何形狀及刀具結構的選擇和設計是否合理。在切削過程中,刀具切削部分不僅要承受很大的切削力,而且要承受切屑變形和摩擦產生的高溫,要保持刀具的切削能力,刀具應具備如下的切削性能。 1.高的硬度和耐磨性 刀具材料的硬度必須高於工件材料的硬度。常溫下一般應在HRC60以上。一般說來,刀具材料的硬度越高,耐磨性也越好。 2.足夠的強度和韌性 刀具切削部分要承受很大的切削力和衝擊力。因此,刀具材料必須要有足夠的強度和韌性。 3.良好的耐熱性和導熱性。詳見:硬質合金刀具。
YW1硬質合金切削刀片
- 週一, 16 十二月 2013 09:38
- 作者 硬质合金产品编辑4

YW1硬質合金切削刀片,相當於ISO分組代號中的M10。其密度為13g/cm³,抗彎強度不小於1290MPa, 硬度不小於91.5HRA。YW1硬質合金切削刀片主要適用于不銹鋼、普通合金鋼的精加工以及普通合金鋼的半精加工。YW1硬質合金切削刀片既能加工韌性材料,也能加工脆性材料,同時還能加工耐熱合金,加工高溫合金以及合金鑄鐵等難加工材料。YW1 硬質合金紅硬性較好,屬於通用性較好的合金,它能承受一定的的衝擊負荷。因此YW1硬質合金適用於耐熱鋼,高錳鋼,不銹鋼等難加工鋼材的加工,也適於普通鋼和鑄鐵的加工。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
YW硬質合金即鎢鈷鈦鉭鈮類。是由在鎢鈷鈦類硬質合金中加入少量的稀有金屬碳化物(TaC或NbC)組成。它具有鎢鈷類(YG)硬質合金以及鎢鈷鈦類(YT)硬質合金的優點,用其製造的刀具既能加工脆性材料,又能加工韌性材料。同時還能加工高溫合金、耐熱合金及合金鑄鐵等難加工材料。常用牌號有YW1、YW2。詳情,請訪問:硬質合金刀具。
YW2A硬質合金刀片
- 週一, 16 十二月 2013 09:38
- 作者 硬质合金产品编辑4

YW2A硬質合金刀片的優點是紅硬性較好,使用強度高,其耐磨性僅次於YW1,因此能夠承受較大的衝擊負荷,屬於通用性較好的合金。YW2A硬質合金刀片廣泛適用於耐熱鋼、高錳鋼、不銹鋼及高級合金鋼等難加工鋼材的粗加工、半精加工,同時也適於鑄鐵等。YW2A硬質合金刀片的切削速度比高速鋼高4到10倍。YW2A硬質合金刀片既能加工脆性材料,又能加工韌性材料,同時還能加工高溫合金、耐熱合金及合金鑄鐵等難加工材料。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
用於切削刀具的硬質合金是在1927年被引入商業領域的,儘管重大的發現是在德國,許多後期的開發卻是在美國、奧地利、瑞典和其他國家進行的。近年來在硬 質合金切削工具中出現了兩次“革命”,一次由美國領導,另一次由歐洲領導。它們的變化是由銅焊接硬質合金嵌入變成夾具嵌入,以及塗敷技術的迅速發展。 詳情,請訪問:硬質合金刀具。
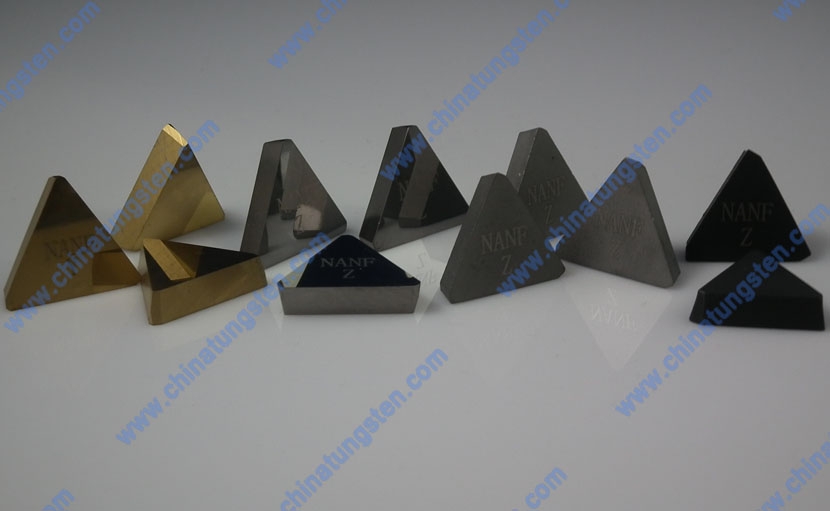
YW2硬質合金刀片,相當於ISO分組代號中的M20。其密度為12.9g/cm³,抗彎強度不小於1460MPa, 硬度不小於90.5HRA。YW2硬質合金是在鎢鈷鈦類硬質合金中加入少量的稀有金屬碳化物(如TaC或NbC)而組成。YW2硬質合金刀片耐磨性僅次於YW1,但是YW2硬質合金刀片使用強度較高,能承受較大的衝擊負荷,因此YW2硬質合金刀片適用於不銹鋼、低合金鋼的半精加工。YW2硬質合金適於耐熱鋼高錳鋼不銹鋼及高級合金鋼的粗加工半精加工,也適於普通鋼和鑄鋼。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
YW2硬質合金刀片即鎢鈷鈦鉭鈮類。由在鎢鈷鈦類硬質合金中加入少量的稀有金屬碳化物(TaC或NbC)組成。它具有前兩類硬質合金的優點,用其製造的刀具既能加工脆性材料,又能加工韌性材料。同時還能加工高溫合金、耐熱合金及合金鑄鐵等難加工材料。常用牌號有YW1、YW2。詳情,請訪問:硬質合金刀具。
YW3硬質合金切削刀片
- 週一, 16 十二月 2013 09:38
- 作者 硬质合金产品编辑4
YW3硬質合金切削刀片,相當於ISO分組代號中的K20。其密度為14.6g/cm³,抗彎強度不小於1840MPa, 硬度不小於89HRA。YW3硬質合金切削刀片在YT類的硬質合金基礎上添加了TAC(NbC),提高了該合金的抗彎強度、衝擊韌性、高溫強度、抗氧化能力以及耐磨性。YW3硬質合金切削刀片兼有YG類合金韌性好以及YT類合金的耐熱性及耐磨性好的優點,因此YW3硬質合金切削刀片既能加工脆性的材料,同時也能加工韌性的材料,同時還能加工耐熱、高溫、合金及合金鑄鐵等難加工的材料。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
鎢鈦鉭鈷類( WC+TiC+TaC+Co) )硬質合金 (YW) 是 在 YT類硬質合金的基礎上添加 TaC(NbC),提高了抗彎強度、衝擊韌性、高溫硬度、抗氧能力和耐磨性。既可以加工鋼,又可加工鑄鐵及有色金屬。因此常稱為通用硬質合金(又稱為萬能硬質合金)。目前主要用於加工耐熱鋼、高錳鋼、不銹鋼等難加工材料。它具有前兩類硬質合金的優點,用其製造的刀具既能加工脆性材料,又能加工韌性材料。同時還能加工高溫合金、耐熱合金及合金鑄鐵等難加工材料。常用牌號有YW1、YW2。詳情,請訪問:硬質合金刀具。
ZP35硬質合金切削刀片
- 週一, 16 十二月 2013 09:38
- 作者 硬质合金产品编辑4
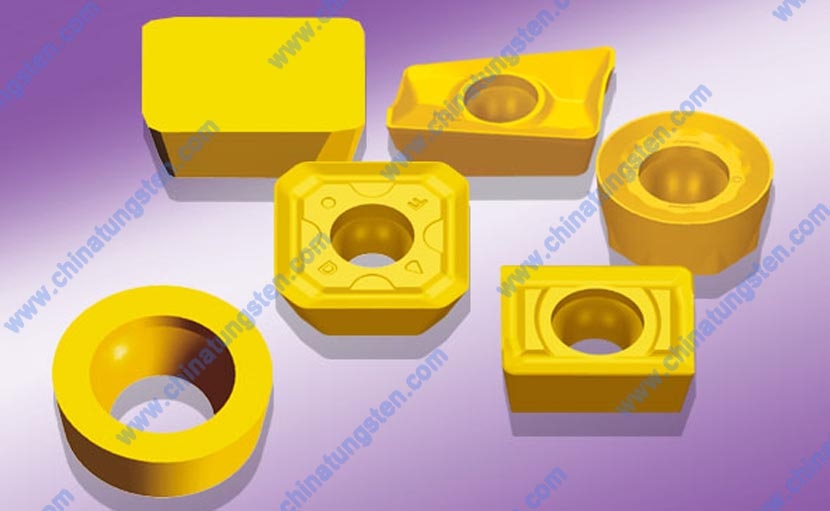
ZP35硬質合金切削刀片,其密度為12.60~12.80g/cm³,抗彎強度不小於2250 N/MM², 硬度不小於91.0HRA。ZP35硬質合金紅硬性好,並且有良好的抗衝擊及抗熱震性和高的使用強度,是通用性良好的牌號,適合於鋼及鑄鋼的粗加工和強力切削。可採用化學氣相沉積(CVD)法或物理氣相沉積(PVD)法塗覆一層極薄硬質和耐磨性極高的難熔金屬化合物而得到塗層ZP35硬質合金切削刀片。通過這種方法,使ZP35硬質合金切削刀片既具有基體材料的強度和韌性,又具有很高的耐磨性。常用的塗層材料有TiC、TiN、Al2O3等。TiC的韌性和耐磨性好;TiN的抗氧化、抗粘結性好;Al2O3的耐熱性好。使用時可根據不同的需要選擇塗層材料。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
ZP35硬質合金切削刀片有8種常見的磨損形式:
1、刃口磨損。改進辦法:提高進給量;降低切削速度;使用更耐磨的刀片材質;使用塗層刀片。
2、崩碎。改進辦法:使用韌性更好的材質;使用刃口強化的刀片;檢查工藝系統的剛性;加大主偏角。
3、熱變形。改進辦法:降低切削速度;減少進給;減少切深;使用更具熱硬性的材質。
4、切深處破損。改進辦法:改變主偏角;刃口強化;更換刀片材質。
5、熱裂紋。改進辦法:正確使用冷卻液;降低切削速度;減少進給;使用塗層刀片。
6、積屑。改進辦法:提高切削速度;提高進給;使用塗層刀片或金屬陶瓷刀片;使用冷卻液;使刃口更鋒利。
7、月牙窪磨損。改進辦法:降低切削速度;降低進給;使用塗層刀片或金屬陶瓷刀片;使用冷卻液。
8,斷裂。改進辦法:使用韌性更好的材質或槽型;減少進給;減少切深;檢查工藝系統的剛性。
注意:通常當後刀面磨損達0.7毫米時,應更換刀片刃口;精加工時最大磨損量為0.04毫米。 詳情,請訪問:硬質合金刀具。