


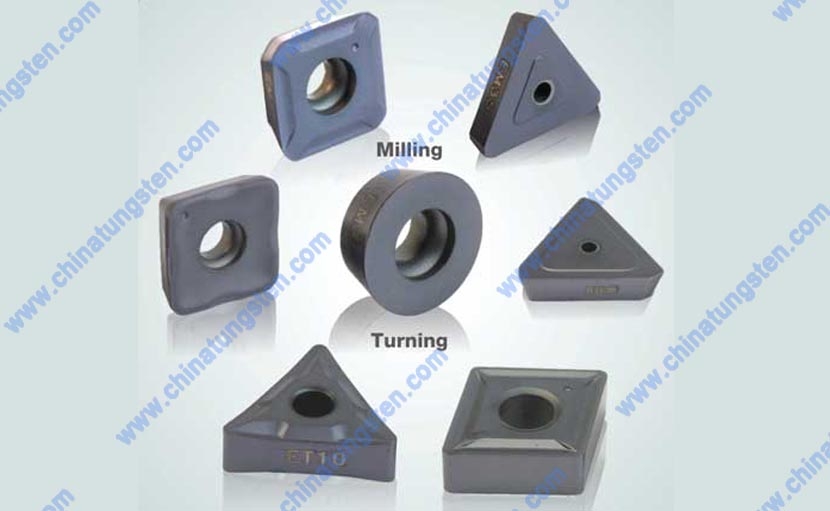
硬質合金可轉位刀片型號的選用分為四個步驟:第一步,選擇刀片夾固系統,然後選擇刀片型號,接著選擇刀片刀尖圓弧,最後選擇刀片材料牌號。在選擇刀片夾固系統時,應該根據切削加工要求選擇合適的刀片夾固系統的結構以及刀片夾固的方式。第二步是要選擇可轉位刀片的型號。這時我們需要根據加工零件的形狀來選擇適合的刀片形狀代碼,同時也需要根據切削加工的材料選擇主切削刃後角代碼,要根據零件的加工精度選擇刀片尺寸公差代碼等等。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
選擇刀片斷屑槽型,根據切削用量把加工要求分為超精加工、精加工、半精加工、粗加工、重力切削五個等級,分別用代碼A、B、C、D、E表示。又根據工件材料的切削性能選用合適的刀片斷屑槽型,刀片斷屑槽型的使用性能分成1-5級,其中5是最佳選擇。切削刃長度計算,通過刀具主偏角K和切削深度a計算刀片有效切削刃長度L,並推算刀刃的實際長度,然後根據刀刃的實際長度選用合適的切削刃長度代碼。3,選擇刀片刀尖圓弧 粗加工時按刀尖圓弧半徑選擇刀具最大走刀量,或通過經驗公式計算刀具走刀量;精加工時按工件表面粗糙度要求計算精加工走刀量。4,選擇刀片材料牌號 國際ISO標準把硬質合金刀片材料分為P、K、M三類,分別加工鋼、鑄鐵、合金鋼以及不易加工的材料。根據車削工件的材料及其硬度、選用的切削用量來選擇可轉位刀片材料的牌號。詳情請訪問:硬質合金可轉位刀片。