



硬質合金刀片 (98)
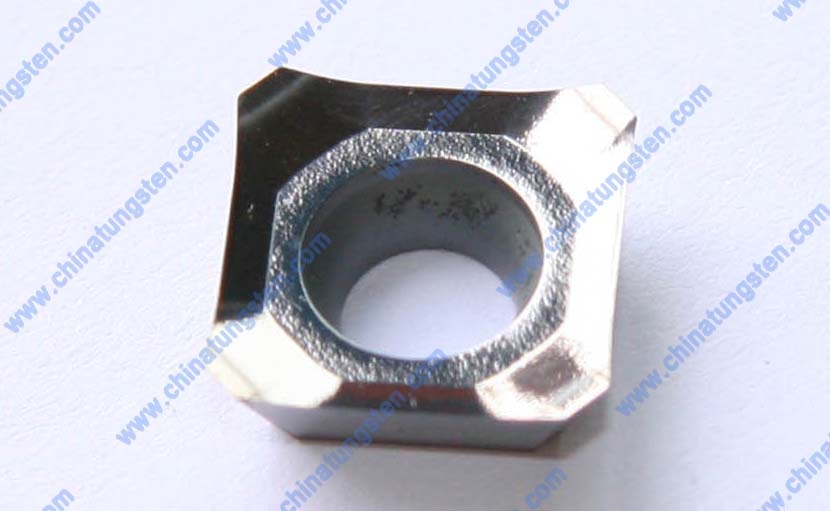
P40硬度合金刀片的強度不低於91.0HRA,密度在12.8 g/cm³到13.2 g/cm³的範圍內。適用於碳素鋼、鑄鋼、高錳鋼、高強度鋼及合金鋼的粗車、銑削、和刨削等等。根據不同的應用,硬質合金刀片的排序為木刀具,夾緊刀片,銑削和車削刀片等。抗彎強度不低於2000N/mm²,含碳化鎢量在69%到92%的範圍內,含鈷量介於5%與10%之間,含鈦量處於5%~15%上下浮動,含鉭量是0%~15%不等。以高精度,高可靠性為前提,硬質合金刀片P40已被全球廣泛使用以提高生產力。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
P40硬質合金刀片各成分的品質分數
|
抗彎強度 (kgf/㎜²) |
ω(WC) (碳化鎢) |
ω(Co) (鈷) |
ω(Ti) (鈦) |
ω(Ta) (鉭) |
|
≥2000 |
69%~92% |
5%~10% |
5%~15% |
0%~15% |
更多資訊,煩請參考:硬質合金刀片。
YC45硬質合金刀片
- 週一, 16 十二月 2013 09:09
- 作者 硬质合金产品编辑4

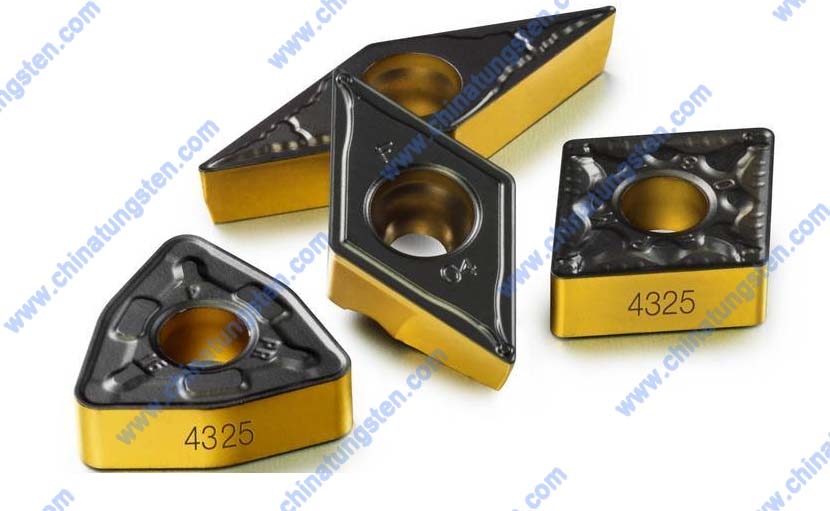
YC45硬質合金刀片,相當於ISO分組代號中的P40。其密度為12.75g/cm³,抗彎強度不小於2250MPa, 硬度不小於90HRA。YC45硬質合金刀片抗彎強度大,因此廣泛適用於鋼、鑄鋼的重力切削,可採用大切削用量,亦用於端面銑削。當YC45硬質合金刀片使用達到正常磨鈍時,必須進行重磨,重磨後的刀具一定要用油石對刃口及刀尖圓角進行研磨,這樣才能提高刀具的使用壽命及安全可靠性。YC45硬質合金刀片也可塗上塗層,這樣刀片可具有較低的摩擦係數,可降低切削時的切削力及切削溫度,大大提高刀具的耐用度,塗層後的YC45硬質合金刀片的耐用度比未塗的刀片至少可提高1倍。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
YC45硬質合金刀片所用WC/Co的成分範圍大約是2%-13%的鈷,而且其細粒尺寸從小於0.5到大於5μm(0.00002-0.0002英寸)。對於衝壓工 具,冷鍛模和其他適用於中等或嚴重振動零部件的製品應用,鈷的成分可高達30%,而且細粒尺寸最大可達10μm(0.0004英寸)。近年來發現將亞微米 (小於0.00004英寸)碳化物細粒和相對較高的鈷成分組合起來的“微細粒”碳化物增加了在低速加工和高速率加工下的使用。詳情,請訪問:硬質合金刀具。
YG3X硬質合金切削刀片
- 週一, 16 十二月 2013 09:09
- 作者 硬质合金产品编辑4
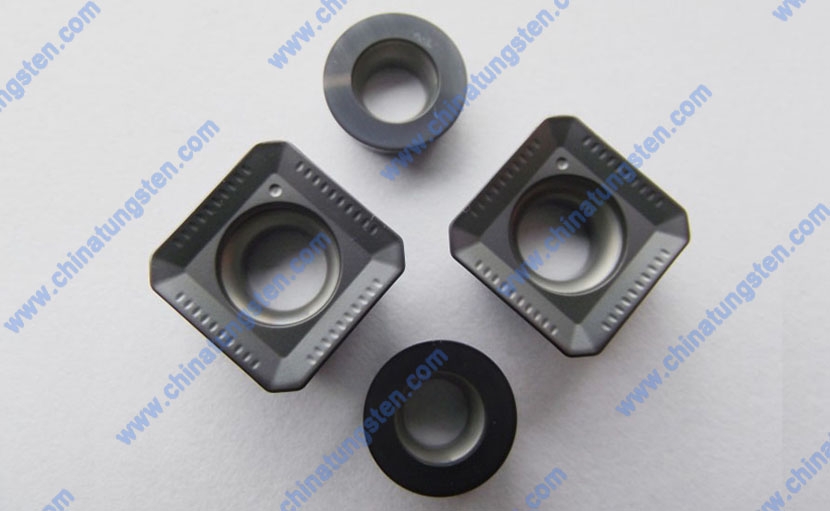
YG3X硬質合金切削刀片,相當於ISO分組代號中的K20。其密度為14.6g/cm³,抗彎強度不小於1840MPa, 硬度不小於89HRA。YG3X 硬質合金切削刀片耐磨性在鎢鈷鈦合金中屬於最好,但其衝擊韌性相對較差,因此YG3X硬質合金切削刀片主要適用於鑄鐵,有色金屬及其合金,碎火鋼,合金鋼小切面的高速精加工。YG3X硬質合金切削刀片切削速度比高速鋼高出4~10倍。但其抗彎強度與衝擊韌性遠比高速鋼差,因此硬質合金很少做成整體式刀具。實際使用中,常將硬質合金刀片焊接或用機械夾固的方式固定在刀體上。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
YG3X硬質合金切削刀片結構具有足夠的剛性,足夠的剛性是以最大允許的外形尺寸,以及採用較高強度的鋼號和熱處理來保證。硬質合金刀片應有足夠的固定牢靠程度,它是靠刀槽及焊接品質來保證的,故要根據刀片形狀及刀具幾何參數,選擇刀片鑲槽形狀。在將刀片焊接至刀杆上以前須對刀片、刀杆進行必要的檢查,首先應檢查刀片的支承面不能有嚴重彎曲,硬質合金焊接面不得有嚴重滲碳層,同時還應將硬質合金刀片表面及刀杆鑲槽中的污垢進行清除,以保證焊接牢靠。詳情,請訪問:硬質合金刀具。
YG3硬質合金切削刀片
- 週一, 16 十二月 2013 09:09
- 作者 硬质合金产品编辑4

YG3硬質合金切削刀片,相當於ISO分組代號中的k05。其密度為15.0g/cm³,抗彎強度不小於1300MPa, 硬度不小於90.5HRA。YG3硬質合金切削刀片耐磨性僅次於YG3X,對衝擊和震動較為敏感,主要適用於鑄鐵有色金屬及其合金連續切削時的精車半精車,以及精車螺紋與擴孔 。YG3硬質合金切削刀片結構具有足夠的剛性,以最大允許的外形尺寸,以及採用較高強度的鋼號和熱處理來保證。YG3硬質合金刀片有足夠的固定牢靠程度,它是靠刀槽及焊接品質來保證的。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
硬質合金K類(YG) 即鎢鈷類,由碳化鎢和鈷組成。這類硬質合金韌性較好,但硬度和耐磨性較差,適用於加工鑄鐵、青銅等脆性材料。常用的牌號有:YG8、YG6、YG3,它們製造的刀具依次適用於粗加工、半精加工和精加工。數字表示Co含量的百分數,YG6即含Co為6%,含Co越多,則韌性越好。詳情,請訪問:硬質合金刀具。
YG6X硬質合金切削刀片
- 週一, 16 十二月 2013 09:09
- 作者 硬质合金产品编辑4

YG6X硬質合金切削刀片,相當於ISO分組代號中的K10。其密度為14.8g/cm³,抗彎強度不小於1560MPa, 硬度不小於91.0HRA。YG6X屬於細顆粒碳化鎢合金,它的使用強度與YG6合金相接近,但是耐磨性比YG6要高,主要合適于冷硬合金鑄鐵和耐熱合金鋼的加工,同時也適合於普通鑄鐵的精加工。經實踐證明,YG6X硬質合金加工冷硬合金鑄鐵以及耐熱合金鋼可以獲得良好的效果,同時也適用于普通鑄鐵的精加工。YG6X硬質合金則適於鑄鐵,有色金屬及其合金非金屬材料連續切削時的精車,間斷切削時的半精車、精車、小斷面精車、粗車螺紋、連續斷面的半精銑與精銑,孔的粗擴與精擴。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
為了保證焊接強度,焊接式切削刀具應該選擇合適的焊料,在焊接過程中,應保證良好的濕潤性和流動性,並排除氣泡,合焊接與合金焊接面充分接觸,無缺焊現象。對於焊接熔劑,建議採用工業硼砂,在使用前在烘乾爐中進行脫水處理,然後進行碾碎,過篩去除機械夾雜物,待用。在焊接高鈦低鈷細顆粒合金及焊接長而薄的合金刀片時,為減少焊接應力,建議採用厚度為0.2-0.5mm的薄片或網孔徑1-2mm的網狀補償墊片進行焊接。詳情,請訪問:硬質合金刀具。
YG6硬質合金切削刀片
- 週一, 16 十二月 2013 09:09
- 作者 硬质合金产品编辑4

YG6硬質合金切削刀片,相當於ISO分組代號中的K20。其密度較大,為14.9g/cm³,抗彎強度不小於1670MPa, 硬度不小於89.5HRA。YG6硬質合金切削刀片由於其較高的密度以及良好的耐磨性,廣泛應用於鋼鐵的鑄造,有色金屬及其合金,非金屬材料中等切削速度的精加工以及半精加工中。YG6硬質合金切削刀片與YG3X相比,抗衝擊性和抗震動性比YG3X好,但是耐磨性略低於YG3。同時YG6硬質合金適用于間斷切削時的精車、半精車、小斷面精車、連續斷面的半精銑和精銑、粗車螺紋,孔的粗擴與精擴。更多資訊,請訪問http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
由於硬質合金刀片脆性較大,對裂紋形成敏感性強,所以刀具在刃磨過程中應避免過熱或急冷,同時還要選擇合適粒度和硬度的砂輪及合理的磨削工藝、避免產生刃磨裂紋,影響刀具使用壽命。在安裝刀具時,刀頭伸出刀架的長度應儘量小,否則,容易引起刀具震動,從而損壞合金片。刀具使用達到正常磨鈍時,必須進行重磨,重磨後刀具,一定要用油石對刃口及刀尖圓角進行研磨,這樣會提高刀具的使用壽命及安全可靠性。 詳情,請訪問:硬質合金刀具。
YG8硬質合金切削刀片
- 週一, 16 十二月 2013 09:09
- 作者 硬质合金产品编辑4
YG8硬質合金切削刀片,相當於ISO分組代號中的K20。其密度為14.6g/cm³,抗彎強度不小於1840MPa, 硬度不小於89HRA。YG8硬質合金刀片使用強度高,抗衝擊、抗震性較YG6好,但耐磨性和允許的切削速度較低,適於鑄鐵、輕合金的半精加工以及輕合金的粗加工,低合金鋼銑削加工,有色金屬及合金、非金屬材料低速粗加工;YG8硬質合金適用於鑄鐵,有色金屬及其合金與非金屬材料加工中,不平整斷面和間斷切削時的粗車、粗刨、粗銑,一般孔和深孔的鑽孔、擴孔。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
刀具行業中常見代號: 工件材質:P-鋼件;M-不銹鋼;K-鑄鐵;N-有色金屬(鋁件等);S-耐熱合金、鈦合金;H-高硬度鋼。 加工範圍:F-精加工;S-輕切削;M-中切削;G-准重切削;H-重切削。 切削三要素:VC-切削速度,單位m/min;f-進給量,單位mm/rev,ap-切深,單位mm 其中:Vc=π*Dm*n/1000 Dm-工件直徑 n-機床主軸轉速; F=L/n L-每分鐘切削長度 n-機床主軸轉速 。Ap切深實際為切屑的寬度。詳情,請訪問:硬質合金刀具。
YM30硬質合金刀片
- 週一, 16 十二月 2013 09:09
- 作者 硬质合金产品编辑4

YM30硬質合金刀片,相當於ISO分組代號中的M30。其密度為14.5g/cm³,YM30硬質合金刀片抗彎強度不小於2000MPa, 硬度不小於91.5HRA。因此YM30硬質合金刀片適用於耐熱合金粗加工。YM30硬質合金刀片具有較高的硬度及耐磨性,擁有足夠的強度和韌性。同時YM30硬質合金刀片擁有良好的耐熱性和導熱性。由於YM30硬質合金刀片脆性較大,對裂紋形成敏感性強,所以在保養刀片的過程中,應避免過熱或急冷,同時還要選擇合適粒度和硬度的砂輪及合理的磨削工藝、避免產生刃磨裂紋,影響刀具使用壽命。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
一般來說,刀片有8種常見的磨損形式: 1、刃口磨損。改進辦法:提高進給量;降低切削速度;使用更耐磨的刀片材質;使用塗層刀片。 2、崩碎。改進辦法:使用韌性更好的材質;使用刃口強化的刀片;檢查工藝系統的剛性;加大主偏角。 3、熱變形。改進辦法:降低切削速度;減少進給;減少切深;使用更具熱硬性的材質。 4、切深處破損。改進辦法:改變主偏角;刃口強化;更換刀片材質。 5、熱裂紋。改進辦法:正確使用冷卻液;降低切削速度;減少進給;使用塗層刀片。 6、積屑。改進辦法:提高切削速度;提高進給;使用塗層刀片或金屬陶瓷刀片;使用冷卻液;使刃口更鋒利。 7、月牙窪磨損。改進辦法:降低切削速度;降低進給;使用塗層刀片或金屬陶瓷刀片;使用冷卻液。 8,斷裂。改進辦法:使用韌性更好的材質或槽型;減少進給;減少切深;檢查工藝系統的剛性。 注意:通常當後刀面磨損達0.7毫米時,應更換刀片刃口;精加工時最大磨損量為0.04毫米。 詳情,請訪問:硬質合金刀具。