



硬質合金刀片 (98)
YT730硬質合金切削刀片
- 週二, 17 十二月 2013 05:36
- 作者 硬质合金产品编辑4

YT730硬質合金切削刀片,其密度為12.90~13.10g/cm³,抗彎強度不小於2000 N/MM², 硬度不小於91.7HRA。由於YT730硬質合金切削刀片具有較強的抗衝擊和抗熱震性能,因此YT730硬質合金切削刀片適用於碳鋼、合金鋼、高強度鋼、高錳鋼和鑄鋼的粗車、銑削、刨削等。也可以在YT730硬質合金切削刀片上塗上塗層,使刀具既具有基體材料的強度和韌性,又具有很高的耐磨性。常用的塗層材料有TiC、TiN、Al2O3等。TiC的韌性和耐磨性好;TiN的抗氧化、抗粘結性好;Al2O3的耐熱性好。使用時可根據不同的需要選擇塗層材料。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
由於硬質合金刀片脆性較大,對裂紋形成敏感性強,所以刀具在刃磨過程中應避免過熱或急冷,同時還要選擇合適粒度和硬度的砂輪及合理的磨削工藝、避免產生刃磨裂紋,影響刀具使用壽命。在安裝刀具時,刀頭伸出刀架的長度應儘量小,否則,容易引起刀具震動,從而損壞合金片。刀具使用達到正常磨鈍時,必須進行重磨,重磨後刀具,一定要用油石對刃口及刀尖圓角進行研磨,這樣會提高刀具的使用壽命及安全可靠性。 詳情,請訪問:硬質合金刀具。

K35硬質合金刀片的硬度不低於89.5 HRA,以高精度,高可靠性為前提,硬質合金刀片K35已經被全球廣泛使用以提高生產力。K35刀片非常適合作用於製造細徑微鑽、立銑刀、旋轉銼刀等等。抗彎強度不低於2200N/cm²,密度在14.3g/cm³到14.7 g/cm³的範圍內,含碳化鎢量在83%到89%的範圍內,含鈷量介於5%與8%之間,含鈦量處於0%~1%上下浮動,含鉭量是0%~2%不等。根據K35的不同應用,硬質合金刀片的排序可以分為木刀具,夾緊刀片,銑削和車削刀片等四大類。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
K35硬質合金刀片各成分的品質分數

更多資訊,煩請參考:硬質合金刀片。
YT758硬質合金切削刀片
- 週二, 17 十二月 2013 05:36
- 作者 硬质合金产品编辑4
YT758硬質合金切削刀片,其密度為13.10~13.30g/cm³,抗彎強度不小於1900 N/MM², 硬度不小於92.5HRA。由於YT758硬質合金切削刀片熱穩定性、抗氧化性優於YW2,高溫硬度高、耐磨性好,因此可廣泛應用於加工調質結構鋼、鑄鋼、超高強度鋼、高錳鋼、淬硬鋼、軋輥及硬度 > 60HRC 噴焊件的銑削、和間斷車削,也可作硬齒面滾切的滾刀,可選用嘗試加工SDS等淬硬澆鋼件。同時也可以在YT758硬質合金切削刀片上,採用化學氣相沉積(CVD)法或物理氣相沉積(PVD)法塗覆一層極薄硬質和耐磨性極高的難熔金屬化合物而得到的刀具材料,使刀具既具有基體材料的強度和韌性,又具有很高的耐磨性。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
針對硬質合金材料的缺陷,一 種補充性的開發是永久複合體斷屑器,這是從電腦輔助設計中衍生出來的,經過壓鍛和燒結至精確的形狀和尺寸。另外的一個進步是高溫真空固態滲粘法 (HIP)的應用,這種工藝使得先前不夠經濟的硬金屬進入應用階段。此方法實際上允許通過高壓下的惰性氣體將硬質合金中所有的殘餘孔隙度都擠出來,應用的 溫度大約是燒結溫度。通過此方法剛度、抗裂強度和抗震性能可以提高兩倍或者以三倍,而且非常大的燒結部件的廢品率減少至先前水準的很小一部分。 詳情,請訪問:硬質合金刀具。
YT767硬質合金切削刀片
- 週二, 17 十二月 2013 05:36
- 作者 硬质合金产品编辑4

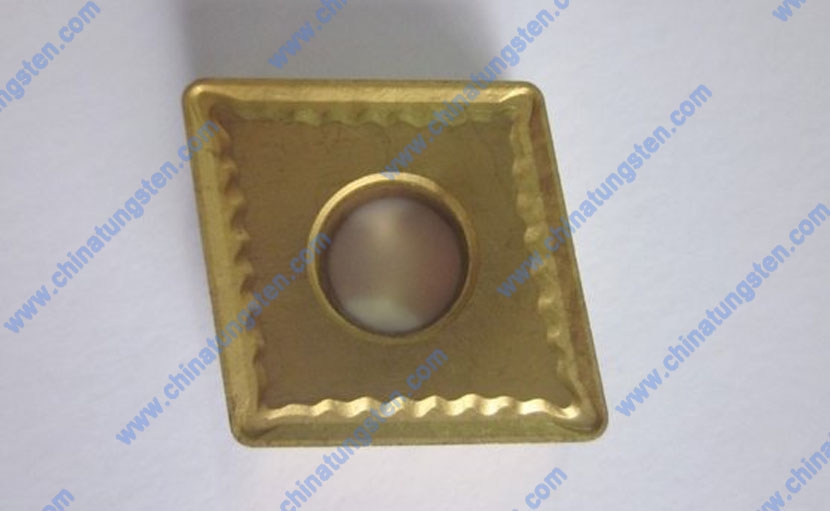
YT767硬質合金切削刀片,其密度為13.05~13.25g/cm³,抗彎強度不小於1800 N/MM²,硬度不小於92.8HRA。由於YT767硬質合金切削刀片通用性較強,硬度和強度均好,斷續及連續切削均可,抗塑性變形能力好,耐磨性高,抗塑性變形能力好。 因此YT767硬質合金切削刀片廣泛適用於高錳鋼、不銹鋼的連續或間斷切削,高強度鋼、鑄鋼、不回火鑄鐵、合金鑄鐵、白口鑄鐵、調質合金鋼的銑削與車削(包括粗、半精、精加工),可選用嘗試加工SDS等淬硬澆鋼件。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
碳化鎢/鈷(WC/Co):首先進行商業應用的燒結硬質合金是由碳化鎢高角顆粒與金屬鈷粘結而成。最初打算用於拔絲模,這個成分類型仍然被視為對簡單磨損具有極好的抵抗力,因此也廣泛應用於切削加工之中。對於從裝填密度而獲得的最大硬度,碳化鎢細粒應盡可能的小,最好低於1μm(0.00004英寸)而且對於特殊用途要相當小。隨著鈷含量的降低其硬度和耐 磨損性能增高,只要保證燒結中存在最低含量的鈷(2%即可,儘管實際的最低含量是3%)即可。總之,隨著碳化物細粒或鈷的含量或者兩者的增加--通常是一 致的--會獲得更硬或者較軟的等級。不能見到氣孔,甚至在最高的光學放大下也不應看到。切削刀具所用WC/Co的成分範圍大約是2%-13%的鈷,而且其細粒尺寸從小於0.5到大於5μm(0.00002-0.0002英寸)。對於衝壓工 具,冷鍛模和其他適用於中等或嚴重振動零部件的製品應用,鈷的成分可高達30%,而且細粒尺寸最大可達10μm(0.0004英寸)。近年來發現將亞微米 (小於0.00004英寸)碳化物細粒和相對較高的鈷成分組合起來的“微細粒”碳化物增加了在低速加工和高速率加工下的使用。詳情,請訪問:硬質合金刀具。
M10硬質合金刀片的硬度不低於91.5HRA,以高精度、高可靠性為前提,硬質合金刀片M10已被全球廣泛使用以提高生產力。密度在12.6 g/cm³到13g/cm³的範圍內,非常適合作用於耐熱鋼、高錳鋼、不銹鋼等難加工鋼材及普通鋼和鑄鐵的加工。抗彎強度不低於1180MPa,含碳化鎢量在78%到94%的範圍內,含鈷量介於4%與9%之間,含鈦量處於3%至11%上下浮動,含鉭量是0%~11%不等。根據不同的應用,硬質合金刀片M10的排序為木刀具,夾緊刀片,銑削和車削刀片等。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
M10硬質合金刀片各成分的品質分數

更多資訊,煩請參考:硬質合金刀片。
M20硬質合金刀片的抗彎強度不低於1350Mpa,硬度不低於90.5HRA,密度在12.4g/cm³到13.5 g/cm³的範圍內,主要適用於耐熱鋼、高錳鋼、不銹鋼及高級合金鋼等特殊難加工鋼材的精加工、半精加工、普通鋼材和鑄鐵的加工。含碳化鎢量在78%到94%的範圍內,含鈷量介於5%與11%之間,含鈦量處於2%~10%上下浮動,含鉭量是0%~10%不等。以高精度,高可靠性為前提已被全球廣泛使用以提高生產力。根據不同的應用,硬質合金刀片的排序為木刀具,夾緊刀片,銑削和車削刀片等。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
M20硬質合金刀片各成分的品質分數

更多資訊,煩請參考:硬質合金刀片。

M40硬質合金刀片的硬度不低於91.5HRA,密度大約是14.5g/cm³,屬於超細顆粒合金,具有很好的耐磨性和抗彎強度,主要是用來市場擠壓棒材,製作小直徑微型硬質合金鑽頭、鐘錶加工用刀具、整體鉸刀等其他刀具和耐磨零件。抗彎強度不低於2200N/mm²,含碳化鎢量在78%到94%的範圍內,含鈷量介於5%與11%之間,含鈦量處於2%至10%上下浮動,含鉭量是0%~10%不等。以高精度,高可靠性為前提已被全球廣泛使用以提高生產力。根據不同的應用,硬質合金刀片的排序為木刀具,夾緊刀片,銑削和車削刀片等。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
M40硬質合金刀片各成分的品質分數

更多資訊,煩請參考:硬質合金刀片。
P30硬質合金刀片的強度不低於89.5HRA,密度在12.5g/cm³到13.2 g/cm³的範圍內。適用於碳素鋼與合金鋼包括鍛件、衝壓件及鑄件的表皮不平整面切削時的粗車、粗刨、半精刨、粗銑和非連續面的粗銑及鑽孔等等。抗彎強度不低於1430N/mm²,含碳化鎢量在69%到92%的範圍內,含鈷量介於5%到10%之間,含鈦量處於5%至15%上下浮動,含鉭量是0%~15%不等。以高精度,高可靠性為前提已被全球廣泛使用以提高生產力。根據不同的應用,硬質合金刀片的排序為木刀具,夾緊刀片,銑削和車削刀片等。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
P30硬質合金刀片各成分的品質分數

更多資訊,煩請參考:硬質合金刀片。
YG813硬質合金切削刀片
- 週一, 16 十二月 2013 09:49
- 作者 硬质合金产品编辑4

YG813硬質合金切削刀片,其密度為14.30~14.50g/cm³,抗彎強度不小於2200 N/MM², 硬度不小於92.0HRA。由於YG813硬質合金切削刀片具有良好的耐磨性,較高的抗彎強度和抗粘結能力,因此YG813硬質合金切削刀片廣泛應用於加工高溫合金,高錳鋼、不銹鋼等材料。YG813硬質合金切削刀片比高速鋼切削速度高4~7倍,刀具壽命高5~80倍,可切削50HRC左右的硬質材料。近年來,塗層硬質合金也問世了,如表面碳化鈦塗層的厚度不過幾微米,但是與同牌號的合金刀具相比,使用壽命延長了3倍,切削速度提高25%~50%。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html
硬質合金具有硬度高、耐磨、強度和韌性較好、耐熱、耐腐蝕等一系列優良性能,特別是它的高硬度和耐磨性,即使在500℃的溫度下也基本保持不變,在1000℃時仍有很高的硬度。硬質合金廣泛用作刀具材料,如車刀、銑刀、刨刀、鑽頭、鏜刀等,用於切削鑄鐵、有色金屬、塑膠、化纖、石墨、玻璃、石材和普通鋼材,也可以用來切削耐熱鋼、不銹鋼、高錳鋼、工具鋼等難加工的材料。現在新型硬質合金刀具的切削速度等於碳素鋼的數百倍。 硬質合金還可用來製作鑿岩工具、採掘工具、鑽探工具、測量量具、耐磨零件、金屬磨具、汽缸襯裏、精密軸承、噴嘴等。 詳情,請訪問:硬質合金刀具
YM201硬質合金切削刀片
- 週一, 16 十二月 2013 09:49
- 作者 硬质合金产品编辑4
YM201硬質合金切削刀片,相當於ISO分組代號中的K10。其密度為13.9g/cm³,抗彎強度為1600MPa, 硬度為93.0HRA。適用於鑄鐵、有色金屬的精加工、半精加工、亦可用於錳鋼、淬火鋼加工。YM201塗層硬質合金切削刀片具有較低的摩擦係數,可降低切削時的切削力以及切削溫度,因此可以大大提高刀具的耐用度(YM201塗層硬質合金切削刀片的耐用度至少可提高1倍)。目前常見的塗層已由最初單一的TiC、TiN、Al2O3,開發到複合膜、厚膜以及多元塗層的階段。更多資訊,請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
塗層材料須具有硬度高、耐磨性好、化學性能穩定、不與工件材料發生化學反應、耐熱耐氧化、摩擦因數低,以及與基體附著牢固等要求。顯然,單一的塗層材料很難滿足上述各項要求。所以硬質塗層材料已由最初只能塗單一的TiC、TiN、Al2O3,進入到開發厚膜、複合和多元塗層的新階段。新開發的TiCN、TiAlN、TiAlN多元、超薄、超多層塗層與TiC、TiN、Al2O3等塗層的複合,加上新型的抗塑性變形基體,在改善塗層的韌性、塗層與基體的結合強度、提高塗層耐磨性方面有了重大進展。目前,又突破了在硬質合金基體上塗覆金剛石薄膜技術,全面提高了刀具的性能。詳情,請訪問:硬質合金刀具。