


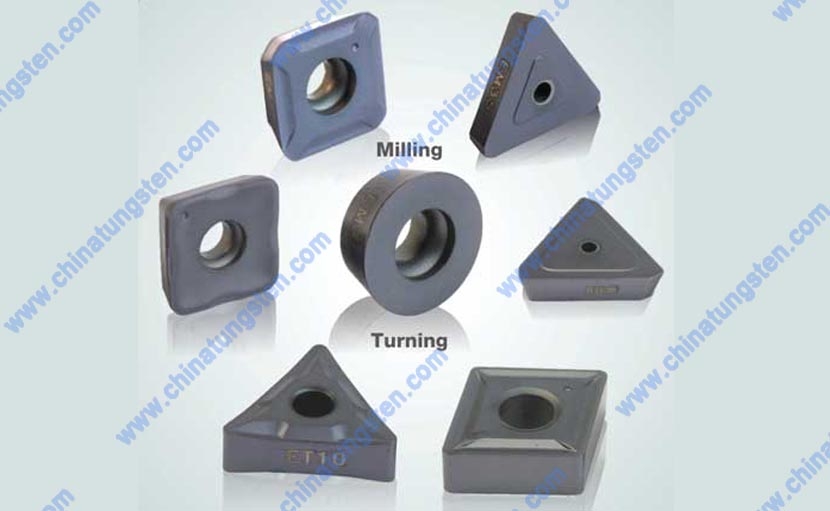
硬质合金可转位刀片型号的选用分为四个步骤:第一步,选择刀片夹固系统,然后选择刀片型号,接着选择刀片刀尖圆弧,最后选择刀片材料牌号。在选择刀片夹固系统时,应该根据切削加工要求选择合适的刀片夹固系统的结构以及刀片夹固的方式。第二步是要选择可转位刀片的型号。这时我们需要根据加工零件的形状来选择适合的刀片形状代码,同时也需要根据切削加工的材料选择主切削刃后角代码,要根据零件的加工精度选择刀片尺寸公差代码等等。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Indexable-Inserts.html。
选择刀片断屑槽型,根据切削用量把加工要求分为超精加工、精加工、半精加工、粗加工、重力切削五个等级,分别用代码A、B、C、D、E表示。又根据工件材料的切削性能选用合适的刀片断屑槽型,刀片断屑槽型的使用性能分成1-5级,其中5是最佳选择。切削刃长度计算,通过刀具主偏角K和切削深度a计算刀片有效切削刃长度L,并推算刀刃的实际长度,然后根据刀刃的实际长度选用合适的切削刃长度代码。3,选择刀片刀尖圆弧 粗加工时按刀尖圆弧半径选择刀具最大走刀量,或通过经验公式计算刀具走刀量;精加工时按工件表面粗糙度要求计算精加工走刀量。4,选择刀片材料牌号 国际ISO标准把硬质合金刀片材料分为P、K、M三类,分别加工钢、铸铁、合金钢以及不易加工的材料。根据车削工件的材料及其硬度、选用的切削用量来选择可转位刀片材料的牌号。详情请访问:硬质合金可转位刀片。