语言版本:




硬质合金刀具 (204)
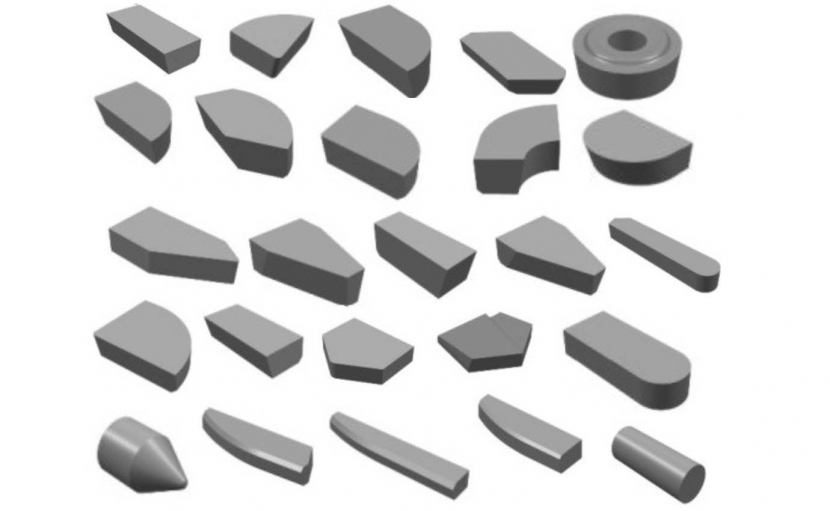
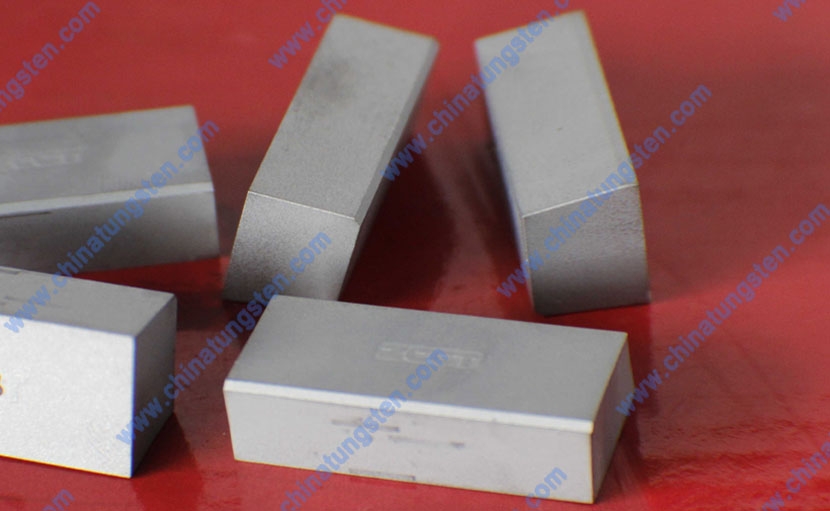
YS2T硬质合金刀头
- 星期二, 03 12月 2013 08:03
- 作者 硬质合金产品编辑4

YS2T硬质合金刀头,相当于ISO分组代号中的K30,其密度为14.4~14.6g/cm³,抗弯强度不小于2200N/MM²,硬度不小于91.5HRA。YS2T硬质合金属超细颗粒合金,由于其良好的性能,因此YS2T硬质合金加工冷硬合金铸铁与耐热合金钢可获得良好的效果,也适于普通铸铁的精加工。硬质合金涂层是在YS2T硬质合金基体上,采用化学气相沉积(CVD)法或物理气相沉积(PVD)法涂覆一层极薄硬质和耐磨性极高的难熔金属化合物而得到的刀具材料。通过这种方法,使YS2T硬质合金刀头既具有基体材料的强度和韧性,又具有很高的耐磨性。常用的涂层材料有TiC、TiN、Al2O3等。TiC的韧性和耐磨性好;TiN的抗氧化、抗粘结性好;Al2O3的耐热性好。使用时可根据不同的需要选择涂层材料。更多信息,请见:http://3g.chinatungsten.com/zwmobi.php?zwmobi=view&V=21&mid=394&cid=1446。 碳化钨/钴(WC/Co):首先进行商业应用的烧结硬质合金是由碳化钨高角颗粒与金属钴粘结而成。最初打算用于拔丝模,这个成分类型仍然被视为对简单磨损具有极好的抵抗力,因此也广泛应用于切削加工之中。对于从装填密度而获得的最大硬度,碳化钨细粒应尽可能的小,最好低于1μm(0.00004英寸)而且对于特殊用途要相当小。随着钴含量的降低其硬度和耐 磨损性能增高,只要保证烧结中存在最低含量的钴(2%即可,尽管实际的最低含量是3%)即可。总之,随着碳化物细粒或钴的含量或者两者的增加--通常是一 致的--会获得更硬或者较软的等级。不能见到气孔,甚至在最高的光学放大下也不应看到。 切削刀具所用WC/Co的成分范围大约是2%-13%的钴,而且其细粒尺寸从小于0.5到大于5μm(0.00002-0.0002英寸)。对于冲压工 具,冷锻模和其他适用于中等或严重振动零部件的制品应用,钴的成分可高达30%,而且细粒尺寸最大可达10μm(0.0004英寸)。近年来发现将亚微米 (小于0.00004英寸)碳化物细粒和相对较高的钴成分组合起来的“微细粒”碳化物增加了在低速加工和高速率加工下的使用。更多信息,请访问:硬质合金刀头。
发布于
硬质合金刀具
YL10.1硬质合金刀头
- 星期二, 03 12月 2013 07:23
- 作者 硬质合金产品编辑4
YL10.1硬质合金刀头,相当于ISO分组代号中的K15,其密度为14.9g/cm³,抗弯强度不小于1900N/MM²,硬度不小于91.5HRA。由于YL10.1硬质合金拥有较好的耐磨性和抗弯强度,,因此YL10.1硬质合金主要用为生产挤压棒材,适合做一般钻头、刀具等耐磨件。YL10.1硬质合金刀头所用WC/Co的成分范围大约是2%-13%的钴,而且其细粒尺寸从小于0.5到大于5μm(0.00002-0.0002英寸)。细粒尺寸最大可达10μm(0.0004英寸)。近年来发现将亚微米 (小于0.00004英寸)碳化物细粒和相对较高的钴成分组合起来的“微细粒”碳化物增加了在低速加工和高速率加工下的使用。更多信息,请见:http://3g.chinatungsten.com/zwmobi.php?zwmobi=view&V=21&mid=394&cid=1446。 一般情况下 WC/TiC/Co百分度具有两种显著的碳化物相,几乎纯净的WC角晶体和磨圆的TiC/Co 混合晶体。在发展的制造业中尽管WC/TiC/Co硬金属应用非常广泛,在某些重要的考虑中是禁止使用的,它们在许多应用中被具有更高强度以及抗麻坑优势 的WC/TiC/Ta(Nb)C/C9系列所替代。TiC,TiN以及其他在硬基质上的涂敷也已经减少了高速加工钢和铁合金对高TiC百分度的吸引力。更多信息,请访问:硬质合金刀头。
发布于
硬质合金刀具
YK15硬质合金刀头
- 星期二, 03 12月 2013 07:18
- 作者 硬质合金产品编辑4

YK15硬质合金刀头,相当于ISO分组代号中的K20,其密度为14.2~14.6g/cm³,抗弯强度不小于2100N/MM²,硬度不小于91HRA。由于其良好的性能,具有较高的耐磨性及韧性,因此YK15硬质合金刀头适于加工整体合金钻、铣、铰等刀具。 刀具的材料主要指刀具切削部分的材料。刀具切削性能的优劣,直接影响着生产效率、加工质量和生产成本。而刀具的切削性能,首先取决于切削部分的材料;其次是几何形状及刀具结构的选择和设计是否合理。更多信息,请见:http://3g.chinatungsten.com/zwmobi.php?zwmobi=view&V=21&mid=394&cid=1446 常用的硬质合金以 WC为主要成分,根据是否加入其它碳化物而分为以下几类: ( 1)钨钴类( WC+Co)硬质合金( YG) 它由 WC和 Co组成,具有较高的抗弯强度的韧性,导热性好,但耐热性和耐磨性较差,主要用于加工铸铁和有色金属。细晶粒的 YG类硬质合金(如 YG3X、 YG6X),在含钴量相同时,其硬度耐磨性比 YG3、 YG6高,强度和韧性稍差,适用于加工硬铸铁、奥氏体不锈钢、耐热合金、硬青铜等。 ( 2)钨钛钴类( WC+TiC+Co)硬质合金( YT) 由于 TiC的硬度和熔点均比 WC高,所以和 YG相比,其硬度、耐磨性、红硬性增大,粘结温度高,抗氧化能力强,而且在高温下会生成 TiO 2,可减少粘结。但导热性能较差,抗弯强度低,所以它适用于加工钢材等韧性材料。 (3) 钨钽钴类( WC+TaC+Co)硬质合金( YA) 在YG类硬质合金的基础上添加 TaC(NbC),提高了常温、高温硬度与强度、抗热冲击性和耐磨性,可用于加工铸铁和不锈钢。 (4)钨钛钽钴类( WC+TiC+TaC+Co) )硬质合金 (YW) 在 YT类硬质合金的基础上添加 TaC(NbC),提高了抗弯强度、冲击韧性、高温硬度、抗氧能力和耐磨性。既可以加工钢,又可加工铸铁及有色金属。因此常称为通用硬质合金(又称为万能硬质合金)。目前主要用于加工耐热钢、高锰钢、不锈钢等难加工材料。 更多信息,请访问:硬质合金刀头
发布于
硬质合金刀具
YG6硬质合金刀头,相当于ISO分组代号中的K20,其密度为14.5~14.9g/cm³,抗弯强度不小于1380N/MM²,硬度不小于89HRA。由于其良好的性能,因此YG6硬质合金适于用铸铁、有色金属及合金非金属材料中等切削速度下半精加工。 硬质合金是使用最广泛的一类高速加工(HSM)刀具材料,此类材料是通过粉末冶金工艺生产的,由硬质碳化物(通常为碳化钨WC)颗粒和质地较软的金属结合剂组成。目前,有数百种不同成分的WC基硬质合金,它们中大部分都采用钴(Co)作为结合剂,镍(Ni)和铬(Cr)也是常用的结合剂元素,另外还可以添加其他一些合金元素。更多信息,请见:http://3g.chinatungsten.com/zwmobi.php?zwmobi=view&V=21&mid=394&cid=1446。 WC-Co硬质合金在兼具硬度和韧性方面具有独到优势。碳化钨(WC)本身具有很高的硬度(超过刚玉或氧化铝),而且在工作温度升高时其硬度也很少下降。但是,它缺乏足够的韧性,而这对于切削刀具是必不可少的性能。为了利用碳化钨的高硬度,并改善其韧性,人们利用金属结合剂将碳化钨结合在一起,从而使这种材料既具有远远超过高速钢的硬度,同时又能够承受在大多数切削加工中的切削力。此外,它还能承受高速加工所产生的切削高温。 如今,几乎所有的WC-Co刀具和刀片都采用了涂层,因此,基体材料的作用似乎显得不太重要了。但实际上,正是WC-Co材料的高弹性系数(衡量刚度的指标,WC-Co的室温弹性系数约为高速钢的三倍)为涂层提供了不变形的基底。WC-Co基体还能提供所需要的韧性。这些性能都是WC-Co材料的基本特性,但也可以在生产硬质合金粉体时,通过调整材料成分和微观结构而定制材料性能。因此,刀具性能与特定加工的适配性在很大程度上取决于最初的制粉工艺。更多信息,请访问:硬质合金刀头。
发布于
硬质合金刀具
YG6A硬质合金刀头
- 星期二, 03 12月 2013 07:13
- 作者 硬质合金产品编辑4

YG6A硬质合金刀头,相当于ISO分组代号中的K05,其密度为14.6~15.0g/cm³,抗弯强度不小于1370N/MM²,硬度不小于91.5HRA。由于其良好的性能,因此YG6A硬质合金刀头广泛适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、淬火钢、合金钢的半精加工及精加工。除此以外,硬质合金还可用来制作凿岩工具、凿岩工具、钻探工具、测量量具、耐磨零件、金属磨具、汽缸衬里、精密轴承、喷嘴、五金模具(如拉丝模具、螺栓模具、螺母模具、以及各种紧固件模具,硬质合金的优良性能逐步替代了以前的钢铁模具)。更多信息,请见:http://3g.chinatungsten.com/zwmobi.php?zwmobi=view&V=21&mid=394&cid=1446 。 近二十年来,涂层硬质合金也问世了。1969年瑞典研制成功了碳化钛涂层刀具,刀具的基体是钨钛钴硬质合金或钨钴硬质合金,表面碳化钛涂层的厚度不过几微米,但是与同牌号的合金刀具相比,使用寿命延长了3倍,切削速度提高25%~50%。20世纪70年代已出现第四代涂层工具,可用来切削很难加工的材料。 硬质合金是将这种或多种难熔金属的碳化物和粘接剂金属,用粉末冶金方法制成的金属材料。 主要生产国家世界上有50多个国家生产硬质合金,总产量可达27000~28000t-,主要生产国有美国、俄罗斯、瑞典、中国、德国、日本、英国、法国等,世界硬质合金市场基本处于饱和状态,市场竞争十分激烈。中国硬质合金工业是50年代末期开始形成的,60~70年代中国硬质合金工业得到了迅速发展,90年代初中国硬质合金总生产能力达6000t,硬质合金总产量达5000t,仅次于俄罗斯和美国,居世界第3位。 更多信息,请访问:硬质合金刀头
发布于
硬质合金刀具
YG6X硬质合金刀头
- 星期二, 03 12月 2013 07:07
- 作者 硬质合金产品编辑4

YG6X硬质合金刀头,相当于ISO分组代号中的K10,其密度为14.6~15.0g/cm³,抗弯强度不小于1420N/MM²,硬度不小于91HRA。由于其良好的性能,因此YG6X硬质合金加工冷硬合金铸铁与耐热合金钢可获得良好的效果,也适于普通铸铁的精加工。不同的牌号,其材质不同,被加工的材料也不同,YG是钨钴合金类,以YG6来说一般适合加工铸铁,有色金属及其合金与非金属材料连续切削时的粗车,间断切削时的半精车和精车等。 更多信息,请见:http://3g.chinatungsten.com/zwmobi.php?zwmobi=view&V=21&mid=394&cid=1446 a.陶瓷,一般可以干式切削,抗弯强度低些,但红硬性很高,当温度达到1200摄氏度时,硬度仍高达80HRA ,主要适合加工钢,铸铁,不锈钢,淬硬合金零件以及精铣大平面等! b.金刚石,一般的都是人造聚晶金刚石,一般都加工些活塞,汽缸,轴承的车,镗等。c.立方氮化硼的硬度略低于人造金刚石,但它的热稳定性和对铁的化学稳定性均高于人造金刚石,因此可用来加工各黑色的金属,如淬硬的工具钢,模具钢,冷硬铸铁以及硬度在35HRC以上的钴基和镍基高温合金! 切削不同材料工件,需要选择好不同材料刀具,这对切削效率提高,保证加工工件质量具有重要意义。更多信息,请访问:硬质合金刀头
发布于
硬质合金刀具

硬质合金锥度铰刀是具有一个或多个刀齿,用于绞削工件上已加工后的孔的一类旋转硬质合金铰刀。硬质合金锥度铰刀刃部呈锥形,因此通常用来加工锥形孔,铰刀主要是为提高孔的加工精度,降低其表面的粗糙度和半精加工的刀具,因此,铰刀的加工余量一般较小。硬质合金锥度铰刀一般有1:50、1:10以及1:30等锥度来定位销孔的绞削。为了达到最高的绞削效果,通常通过选用不同的主偏角以及前后角等来进行调节。更多详情,请访问硬质合金锥度铰刀。硬质合金锥度铰刀的刃部呈锥形,根据工件不同其材料选用也不同。通常情况下,加工钢件时采用YT硬质合金、加工铸件铁件使选用YG系列硬质合金。硬质合金锥柄铰刀的集合角度有主偏角、前后角以及刃倾角等组成,根据加工件的不同以及对切屑等的加工法进行调整。硬质合金锥度铰刀因其特殊刃部结构,主要被用于加工锥形孔,以降低孔的粗糙度提高其精度。更多详情请访问硬质合金锥度铰刀http://cn.chinatungsten.com/cutting-tools/milling-tools/index.html。
发布于
硬质合金刀具

硬质合金锥柄铰刀主要用于绞削铸件等的配合孔,精度大致有三种,既H7、H8及H9。硬质合金锥柄铰刀加工铸铁等脆性材料时常采用YG系列硬质合金,铰孔上余量较小,切屑也薄,因此为减小切屑变形,前角可取5°~10°,而后角通常取6°~8°,以使其重磨后径时尺寸变化较小。一般的硬质合金锥柄铰刀的刃倾角能使切削过程平稳,提高铰孔质量,去15°~20°的刃倾角能使绞削时的切屑向前排出,不至于划伤工件表面。更多详情,请访问硬质合金锥柄铰刀。硬质合金锥柄铰刀具有锥形柄部,根据工件不同其材料选用也不同。通常情况下,加工钢件时采用YT硬质合金、加工铸件铁件使选用YG系列硬质合金。硬质合金锥柄铰刀的集合角度有主偏角、前后角以及刃倾角等组成,根据加工件的不同以及对切屑等的加工法进行调整。在加工盲孔时,可在带刃倾角的硬质合金锥柄铰刀前端开出一凹槽来容纳切屑。更多详情请访问硬质合金锥柄铰刀http://cn.chinatungsten.com/cutting-tools/basic-information.html。
发布于
硬质合金刀具

硬质合金倒角刀属于多面刃硬质合金角铣刀,其刃部结构多样,常用的角度有90°、120°以及60°。硬质合金倒角刀可分为焊刃式以及整体硬质合金倒角刀,且可用于加工内倒角。硬质合金倒角刀具有刃部尖锐形成角度,主要用于铣削倒角加工。硬质合金倒角刀具拥有硬质合金材料的极高硬度强度,因此其在高速切削中能够有极高的切削效率以及极佳的切削性能,适用于高硬度材料的铣削加工。更多详情,请访问硬质合金倒角刀。硬质合金倒角刀具有特殊的刃部结构,角度通常有90°、120°以及60°等,可用于工件的内倒角加工。硬质合金倒角刀具有相对于传统高速钢刀具有更高的耐磨性和铣削效率,且硬质合金倒角刀具有更高的耐磨性及硬度强度,因此使用范围更加广,且其加工效率更高,大大节约了生产成本。在不同的应用领域,硬质合金倒角刀的角度要求也不同,用户可根据自身用途进行选择。更多详情请访问硬质合金倒角刀http://cn.chinatungsten.com/cutting-tools/basic-information.html。
发布于
硬质合金刀具
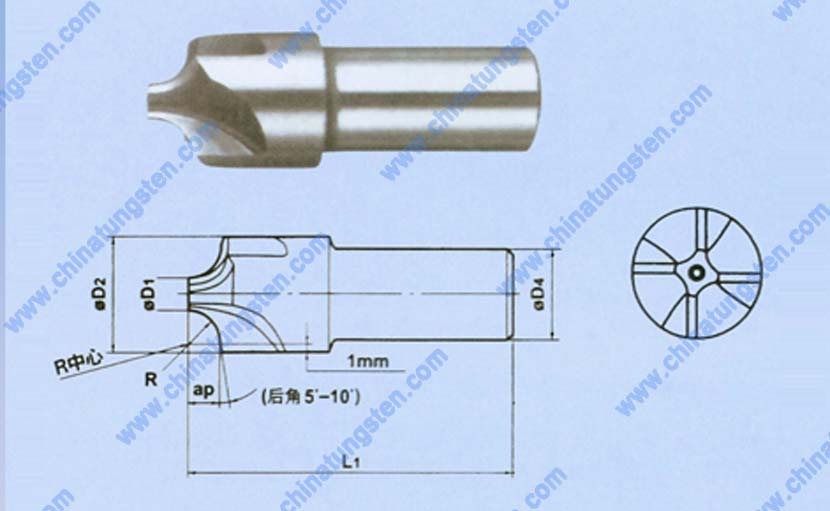
硬质合金内R铣刀适用于模具和机械零部件的内圆偶角以及仿形加工,在铣床或专用机床上有较多的应用。相对于传统高速钢内R刀,硬质合金内R刀具有更高的耐磨性且切削硬度更高,因此可大大提高其加工效率节约生产成本。硬质合金内R铣刀的刃部既非直槽也非螺旋状,而是形成一定的R角,根据用户的不同用途,应选用不同的硬质合金内R铣刀,来加工产品的外圆弧倒角等。更多详情,请访问硬质合金内R铣刀。硬质合金内R铣刀具有特殊的刃部结构,形成一定的R角,可用于工件的外圆弧倒角加工及过渡,使得产品更加美观实用。硬质合金内R铣刀具有相对于高速钢内R刀更高的耐磨性和铣削效率,且硬质合金内R铣刀具有更高的耐磨性及硬度强度,因此使用范围更加广,且其加工效率更高,大大节约了生产成本。在不同的应用领域,硬质合金内R铣刀的尺寸要求也不同。更多详情请访问硬质合金内R铣刀http://cn.chinatungsten.com/cutting-tools/milling-tools/structural-features-and-applications.html。
发布于
硬质合金刀具