语言版本:




硬质合金刀具 (204)
多刃标准型硬质合金立铣刀
- 星期四, 28 11月 2013 09:38
- 作者 硬质合金产品编辑2

多刃标准型硬质合金立铣刀是一种刀数为5、6、8等、刀头为平头的硬质合金立铣刀,常用于高硬度钢加工且刚性高、最适于侧面切削加工的多刃型系列。多刃标准型硬质合金立铣刀的型号为XCP-GSXR。其刃长为标准型,槽的螺旋角为50°。多刃标准型硬质合金立铣刀对高硬度钢的加工方向是进行侧面及斜面的加工,采用的是极超微粒硬质合金制备而成,涂层采用的是为切削高硬度钢而开发的专用涂层XCP。更多信息,请访问:硬质合金刀具。 多刃标准型硬质合金立铣刀的示意图: XCP-GSXR型多刃标准型硬质合金立铣刀的具体规格: 更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具

硬质合金轮槽铣刀主要用于汽轮机转子轮槽铣削加工,整体刃部呈锥形。刃部结构分为波形刃、等螺旋角以及正前角等结构,且有枞树型轮槽铣刀等。轮槽加工可采用轮槽粗铣刀、半精铣刀及精铣刀。前二者在半封闭状态下为轮槽去除余量,且在铣削中减少切削力和切削热,同时增大其排屑量可大大提高硬质合金轮槽铣刀的切削效率。由于转子轮槽加工对刀具材料的强硬度要求,硬质合金轮槽铣刀逐步替代了传统的普通高速钢铣刀。更多详情,请访问硬质合金轮槽铣刀。硬质合金轮槽铣刀的型号多样,适用于多种汽轮机转子加工。且具有硬质合金材料的高硬度及高强度等优越性能,目前已替代了传统的高速钢材料。硬质合金轮槽铣刀加工分为粗铣刀、半精铣刀以及精铣刀三步,根据对轮槽铣刀前角等的不同设定保证了硬质合金轮槽铣刀在加工过程中的余量分配及安全系数等。为延长硬质合金轮槽铣刀的刀具寿命,可以定期对铣刀进行刃磨,避免过分损耗。更多详情请访问:http://cn.chinatungsten.com/cutting-tools/basic-information.html。
发布于
硬质合金刀具
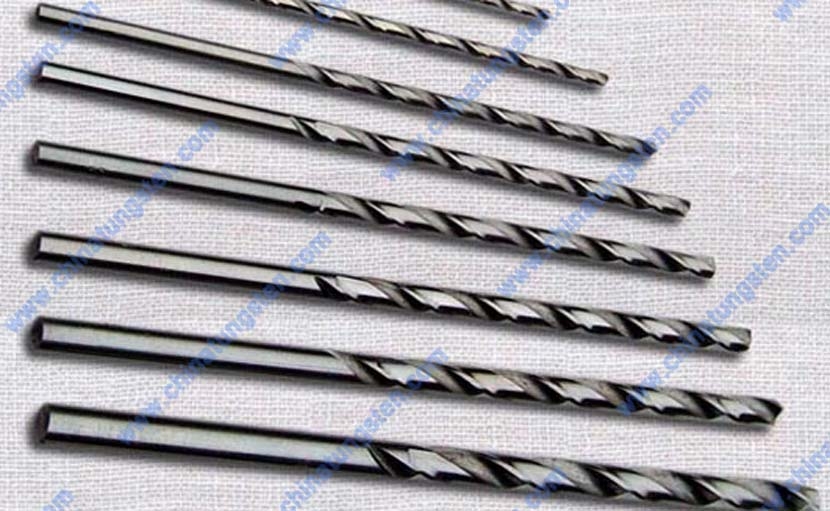
硬质合金加长刃铣刀,顾名思义,其刃部相较其他硬质合金铣刀要更长,因此被广泛应用于深孔型加工。硬质合金加长刃铣刀的刃径小至0.3mm,具有极高的硬度以及耐磨性,可用于高速加工。其长刃部的特性使得它在深孔加工中展示优越性。硬质合金加长刃铣刀属于高精度硬质合金刀具,精度小至0.025mm,且硬质合金加长刃铣刀为非标准工模具,用户可根据自己的不同用途进行特定尺寸的加工。更多详情,请访问硬质合金锯片铣刀。使用硬质合金加长刃铣刀时,应固定工件而通过旋转铣刀进行铣削,且可以进行间断铣削。选用不同刃径硬质合金加长刃铣刀可以加工不同孔径的工件,而硬质合金加长刃铣刀的刃长选择则决定了孔的深度。硬质合金加长刃铣刀具有排屑槽,且工件进给量大,刃数有2~6刃。由于硬质合金加长刃铣刀的刃部较其他铣刀长,因此其加工时的转速、进给速度以及切削量应进行相应调整,使得铣刀达到最高的铣削效率。更多详情请访问:http://cn.chinatungsten.com/cutting-tools/basic-information.html。
发布于
硬质合金刀具

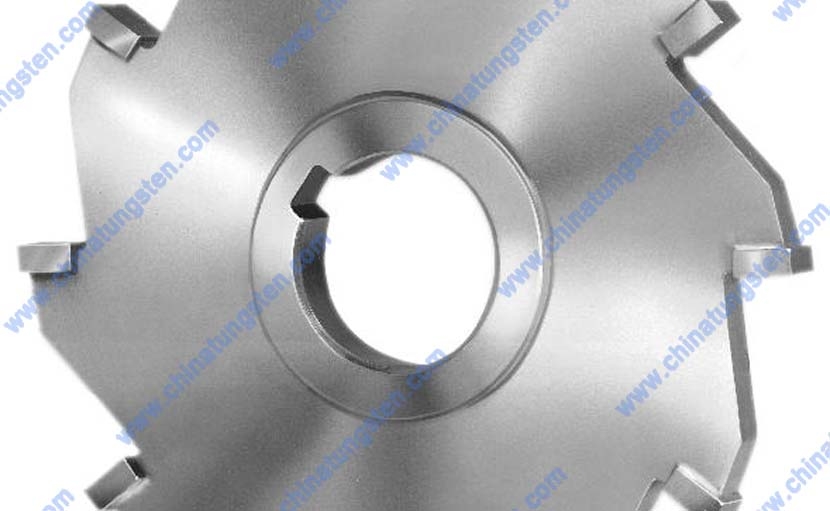
硬质合金锯片铣刀为合成类铣刀,由硬质合金锯片焊接上硬质合金刀头组合而成。硬质合金锯片铣刀通常用于高速加工作业中,且生产效率高,铣刀的耐磨性好,具有高精准度。由于其特殊的铣刀结构,硬质合金锯片铣刀加工后能形成较光滑的槽壁,在加工窄槽方面具有出众的表现,因此被广泛应用于机械、五金及军工等行业。硬质合金锯片刀片的齿形、齿数、厚度以及角度等参数都能对其切削性能产生影响。更多详情,请访问硬质合金锯片铣刀。硬质合金刀具铣削主要的工序类型包括:面铣、方肩铣 、仿形铣削、型腔铣削、槽铣、车铣、螺纹铣削 、切断、高进给铣削、插铣、坡走铣、螺旋插补铣、圆弧插补铣和余摆线铣削。其中,硬质合金锯片铣刀最适用于窄槽铣削加工。硬质合金锯片铣刀具有极高耐磨性以及加工效率,生成的加工面平整度以及精度较高,因而受到铣削行业用户的大力追捧。更多详情请访问:http://cn.chinatungsten.com/cutting-tools/basic-information.html。
发布于
硬质合金刀具
硬质合金镶齿铣刀是由钢制刀体刃部焊接上硬质合金刀片而组合而成的一类硬质合金铣刀。硬质合金镶齿铣刀具有极高的硬度和强度,因此在机床工作中可进行一定程度的高速切削,且不易出现崩刃情况。硬质合金镶齿铣刀切削效率高,速度快且耐磨性高,可用于加工钢件或铸铁加工。硬质合金镶齿铣刀的焊接方式有多种,焊接时应考虑到硬质合金焊接刀片的刃磨长度、焊接强度工艺、刃磨质量的生产率以及刃体再次利用的可能性等方面。更多详情,请访问:硬质合金镶齿铣刀。硬质合金镶齿铣刀结构设计的主要问题之一,是选择硬质合金刀片焊接在钢质刀体上的方式。当硬质合金镶齿铣刀手磨损后,重磨时只要用金刚石砂轮按原有前角去磨,保证各刀齿的重磨量相等,重磨后各刀齿的回转半径相等,就能保证重磨后的硬质合金镶齿铣刀加工出的工件截形不变,刃磨质量和生产率都可得到保证,刃磨工艺简单,且不用耽心金刚石砂轮会触及钢质刀体。更多详情请访问:http://cn.chinatungsten.com/cutting-tools/milling-tools/basic-definition-of-milling.html。
发布于
硬质合金刀具

硬质合金燕尾槽铣刀是主要用于加工具有一定角度沟槽的一类硬质合金铣刀。硬质合金燕尾槽铣刀因其特殊的倒槽形状而得名,其切削部位分布在刃部环绕着的旋转刀齿上。硬质合金燕尾槽铣刀主要是利用其刀齿切去工件的余量,为减少铣刀加工时产生的摩擦,硬质合金燕尾槽铣刀的刃部刀齿两侧形成一定角度的副偏角。根据用户的不同需求,可以改变硬质合金燕尾槽铣刀的刃数,是目前得到广泛使用的旋转类道具。更多详情,请访问硬质合金燕尾槽铣刀。硬质合金燕尾槽铣刀刃部形似燕尾用来加工一定角度的深槽类铣刀,加工时通过旋转铣刀来加工槽型。硬质合金燕尾槽铣刀主要应用于机床加工,切削时具有较高的切削速度,极大地提高了生产效率。同其他硬质合金铣刀相似,工件可以顺着或逆着铣刀旋转方向进给,即顺铣和逆铣。硬质合金燕尾槽铣刀顺铣表示铣刀旋转方向与工件进给方向一致,因而可以进行高强度铣削且加工面平整度更好,铣刀寿命更长,而逆铣不易发生打刀情况,两种铣削方式可更具用户需要选用。更多详情请访问http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Cutter.html。
发布于
硬质合金刀具

硬质合金车刀是仅具有一个切削部分,且广泛用于车削加工的刀具。硬质合金车刀的切削部分主要由主副切削刃以及前后面共同组成,在其切削过程中会产生切屑,再使得切屑通过排屑结构即断屑槽得到处理。硬质合金车刀在车削时作回转运动,此时车刀前角的大小会影响切削阻力的变化,当硬质合金车刀的前角变大的时候切削热将减少,而当前角变小切削热则增加,因此硬质合金车刀的前后角对切削热的产生有一定影响。硬质合金车刀通常应用于车床加工,在像铝之类材质的铸造物等特别容易受到切削热的影响,在这种情况下,可以选择非常快的切削速度,或者增大硬质合金车刀的前角和硬质合金车刀的后角,大大减少发热和粘结等现象发生的机率。更多信息,请访问硬质合金车刀。硬质合金车刀是用于车削加工的、具有一个切削部分的刀具。硬质合金车刀是切削加工中应用最广的刀具之一。硬质合金车刀的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构要素。车削一般在车床上进行。车床的加工范围很广,可加工各种内、外回转面、螺旋面、椭圆柱面等。硬质合金车刀的前角大小变化不仅仅可以影响到切屑的流出情况,还会影响了加在切削刃上的压力,这就可以从硬质合金车刀的切削刃上形成的黑色条纹清楚地看到。这对于减小切削阻力很有效。更多信息请访问硬质合金车刀http://cn.chinatungsten.com/cutting-tools/turning-tools/types-of-turning-tools.html。
发布于
硬质合金刀具

硬质合金铰刀是目前应用较多的对中小型孔进行(半)精加工的刀具。其主要由颈部、柄部以及工作部分组成。硬质合金铰刀的齿数较多,加工余量小,且有较好的刚性和导向性, 因其加工精度可高达IT7~IT6级而得到广泛使用。硬质合金铰刀的使用通常是在硬质合金钻头开了预制孔后用来进行拉削精加工,这样可以大大提高生产效率。为了提高硬质合金铰刀的加工精度,可以改变铰刀的加工余量,即减少到0.5mm以下,以此减小加工的尺寸公差。因此硬质合金铰刀的加工余量越小,尺寸的误差也越小。更多信息,请访问硬质合金铰刀。硬质合金铰刀用于中小直径孔的半精加工和精加工。铰刀的加工余量小,齿数多,刚性和导向性好,铰孔的加工精度可达IT7~IT6级,甚至IT5级,表面粗糙度可达Ra1.6~0.4μm,所以得到广泛使用。硬质合金铰刀由工作部分、颈部和柄部组成。工作部分有切削部分和校准部分,校准部分有圆柱部分和倒锥部分。硬质合金铰刀的主要结构参数有直径d、齿数z、主偏角Kr背前角γp、后角α和槽形角θ。铰削时余量较小,一般为0.05~0.2mm。通常铰刀的主偏角小于15°,在切削刃与校准刃之间的过渡部分,形成一段极薄切削厚度的区域。铰削过程是个非常复杂的切削、挤压和摩擦过程。更多信息请访问硬质合金铰刀http://cn.chinatungsten.com/cutting-tools/machining-tools/index.html。
发布于
硬质合金刀具
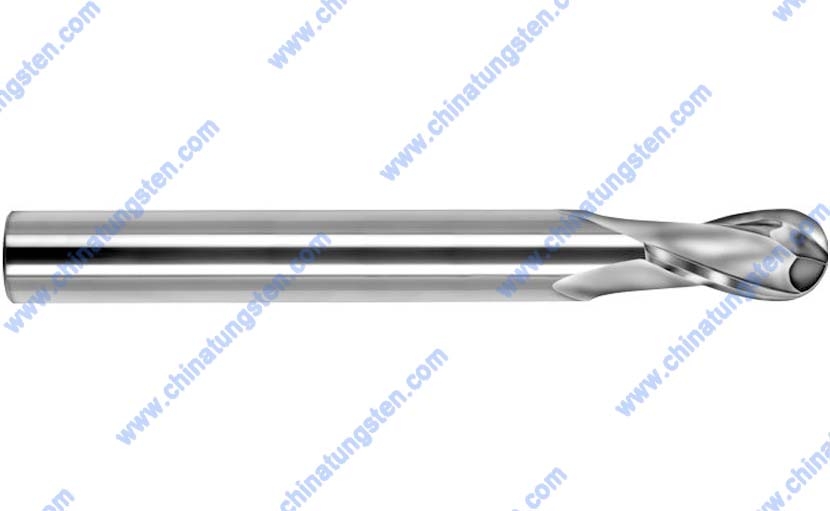
硬质合金球头铣刀的底刃直径相对于其他铣刀更大,底刃主要有2~6刃,主要有圆头型及深沟型及端角R型等。刃径精度可以高至1μm的范围,柄径公差为H6以上。硬质合金球头铣刀的螺旋角有0°、25°及35°等,具有较好的刚性,能进行高效率的加工。硬质合金球头铣刀的刃数、柄类、螺旋角以及刃径、刃长、柄径及总长等均可依照客户的要求进行加工订制。硬质合金球头铣刀可以应用于断续切削、高耐磨用以及一般加工用,根据其结构不同而进行区分。更多信息,请访问硬质合金球头铣刀。硬质合金球头铣刀是目前具有广泛应用的一类铣刀,在进行铣削工序时主要分为顺铣和逆铣两种方式,采用顺铣能对硬质合金球头铣刀有一定的保护作用。硬质合金球头铣刀加工时通过旋转铣刀加工平面、曲面、沟槽、螺纹和齿形等。伴随着机床的不断发展,硬质合金铣刀铣削已发展成可加工大量不同结构产品的通用方法。硬质合金球头铣刀的发展也提供了更多可能性,而且通过可转位刀片和整体硬质合金技术,还可提高生产效率、可靠性和质量一致性。更多信息请访问硬质合金铣刀http://cn.chinatungsten.com/cutting-tools/milling-tools/milling-process.html。
发布于
硬质合金刀具
两刃直柄球头硬质合金立铣刀
- 星期三, 27 11月 2013 08:27
- 作者 硬质合金产品编辑2

两刃直柄球头硬质合金立铣刀是一种具有2个齿数、柄部形式为直柄、铣刀头部为球头的硬质合金立铣刀,其型号为MG-4EA35M型。因为它是点接触式加工,因此所得到的加工表面精度非常高。两刃直柄球头硬质合金立铣刀的长度系列为M-标准系列,其端刃形式为两刃过中心。硬质合金两齿铣刀中心铣削,圆柱球头立铣刀刀尖为0.1×45°,螺旋角为35°。MG-4EA35M型两刃直柄球头硬质合金立铣刀用途广泛,可以用于对HRC≤50(HB460)的钢、不锈钢、铸铁等进行加工。更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html MG-4EA35M型两刃直柄球头硬质合金立铣刀示意图: 两刃直柄球头硬质合金立铣刀因其优异的性能,可以用于航空、汽车、船舶制造工业与铸造、塑料成型、医疗器材或工艺美术品加工等多种行业。下表是MG-4EA35M型两刃直柄球头硬质合金立铣刀各种型号对应的规格尺寸:两刃直柄球头硬质合金立铣刀因其优异的性能,可以用于航空、汽车、船舶制造工业与铸造、塑料成型、医疗器材或工艺美术品加工等多种行业。下表是MG-4EA35M型两刃直柄球头硬质合金立铣刀各种型号对应的规格尺寸。更多信息,麻烦参考:硬质合金刀具。
发布于
硬质合金刀具