語言版本:




硬質合金刀具 (142)
硬質合金刀具崩刃解決方法
- 週四, 19 十二月 2013 03:15
- 作者 硬质合金产品编辑2

刀具的使用過程中可能會出現崩刃的現象,以下介紹幾種硬質合金刀具崩刃解決方法。增大刀片厚度或將刀片立裝,選用抗彎強度及韌性較高的牌號;硬質合金刀具幾何參數選擇不當(如前、後角過大等)。其解決方法:可以從以下幾方面著手重新設計硬質合金刀具:(1)、適當減小前、後角;(2)、採用較大的負刃傾角;(3)、減小主偏角;(4)、採用較大的負倒棱或刃口圓弧;(5)、修磨過渡切削刃,增強刀尖 。更多資訊,請訪問:硬質合金刀具。 硬質合金刀片的焊接工藝不正確,造成焊接應力過大或焊接裂縫。其解決方法:(1)、避免採用三面封閉的刀片槽結構;(2)、正確選用焊料一般刀片可用105#焊料,YT30或YG3刀片可用107#焊料;(3)、避免採用氧炔焰加熱焊接;(4)、盡可能改用機械加固的結構。 切削用量選擇不合理。如用量過大,是機床悶車;斷續切削時,切削速度過高,進給量過大;毛坯余量不均勻時,切削深度過小;切削高錳鋼等加工硬化傾向大的材料時,進給量過小等。 其解決方法:重新選擇切削用量。 機械加固式刀具的刀槽底面不平整,或刀片伸出過長等結構上的原因。 其解決方法:1、修正刀槽底面;2、減小刀片的伸出長度 ;3、碎硬刀杆或在刀片下面增加硬質合金墊片。 硬質合金刀具磨損過渡。其解決方法:及時換刀或更換切削刃 。 切削液流量不足或加注方法不正確,造成刀片聚冷聚熱而損壞。其解決方法:(1)、加大切削液的流量;(2)、合理佈置切削液噴嘴的位置;(3)、採用有效的冷卻方法如噴霧冷卻等,提高冷卻效果;(4)、採用幹切削減小對刀片的熱衝擊。 硬質合金刀具安裝不正確。如,切斷車刀安裝過高或過低;端面銑刀採用不對稱順銑。其解決方法:重新安裝刀具 。 工藝系統剛性太差,造成切削振動過大。其解決方法:1、增加工件的輔助支撐,提高工件裝夾剛性;2、減小刀具的懸伸長度;3、適當減小刀具的後角;採用其他的消振措施。 操作不甚。如,刀具從工件中間切入是動作過猛、尚未退刀,即行停車等。更多資訊,請訪問:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬質合金刀具
硬質合金刀具刃磨品質
- 週四, 19 十二月 2013 03:15
- 作者 硬质合金产品编辑2

硬質合金刀具刃磨品質的好壞跟砂輪特性參數、磨削用量、刀具材料和磨削方式等因素的綜合作用息息相關,切削速度的提高,刀具表面粗糙度則會越小。硬質合金刀具經刃磨後,表面容易出現燒傷和裂紋,從而嚴重地影響了硬質合金刀具的使用性能及其刀具壽命。但是對於選用多大粒度、多大線速度的砂輪,選用怎樣的刃磨參數,才能使刃磨的刀具獲得較小的表面粗糙度,才能有效地避免刀具表面產生裂紋和燒傷,確保刃磨品質的提高等問題進行解釋。更多資訊,請訪問:硬質合金刀具。 隨著砂輪線速度的增加,砂輪粒度變細,硬質合金刀具的表面粗糙度值越小,且YT類硬質合金刀具比YG類硬質合金刀具更容易獲得相對較小的表面粗糙度;硬質合金刀具刃磨過程中常常產生裂紋,但可以通過調整部分刃磨參數降低產生裂紋的可能性;在工具磨床上刃磨硬質合金刀具最佳砂輪粒度為80#,磨削線速度為20~25m/s。更多資訊,請訪問:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬質合金刀具
硬質合金刀具銑削過程
- 週四, 19 十二月 2013 03:15
- 作者 硬质合金产品编辑2

硬質合金刀具銑削過程是通過可以旋轉的多切削刃刀具,順著產品在任何方向上執行可編程的進給運動,從而完成金屬切削。這種切削作用使得銑削成為了一種非常有效且可以普遍應用的加工方法。根據受限的走刀方式,銑削刀具的每個切削刃都可去除一定數量的金屬,使得切削形成和排屑已經不算是非常重要的問題。硬質合金刀具最普遍的應用是銑削可用于生成平面,這與面銑一樣,但隨著五軸加工中心和多工機床數量的不斷增加,其他加工方式和表面加工方法也得到長足的發展。更多資訊,請訪問:硬質合金刀具。 換個方向,如果從零件方面的影響或從刀具路徑的觀點來看,硬質合金刀具銑削主要的工序類型包括面銑、方肩銑、仿形銑削、型腔銑削、槽銑、車銑、螺紋銑削、切斷、高進給銑削、插銑、坡走銑、螺旋插補銑、圓弧插補銑和餘擺線銑削。 銑削刀具選擇和應用過程包括確定工序、確定材料、選擇銑刀、選擇銑削刀片和確定開始值五個部分。 確定工序:確定工序類型,面銑、方肩銑、仿形銑、槽銑,然後在考慮生產效率、可靠性和品質一致的前提下,選擇合適的刀具。 確定材料:根據ISO確定工件材料,鋼、不銹鋼、鑄鐵、鋁、耐熱合金和鈦合金、脆性材料。 選擇銑刀:選擇刀具齒距及安裝類型。首選密齒銑刀。在大懸伸和不穩定工況下使用疏齒銑刀。短屑材料和優質合金材料使用超密齒銑刀。選擇安裝類型。 選擇銑削刀片:選擇適合您操作的銑削刀片槽形:槽形L=輕型,適用於低切削力/功率的輕型切削;槽形M=中等,混合加工的首選;槽形H=重載,適用於鍛件、鑄件硬皮和振動工況下的粗加工。選擇生產效率最佳的銑削刀片牌號。更多資訊,請訪問:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬質合金刀具
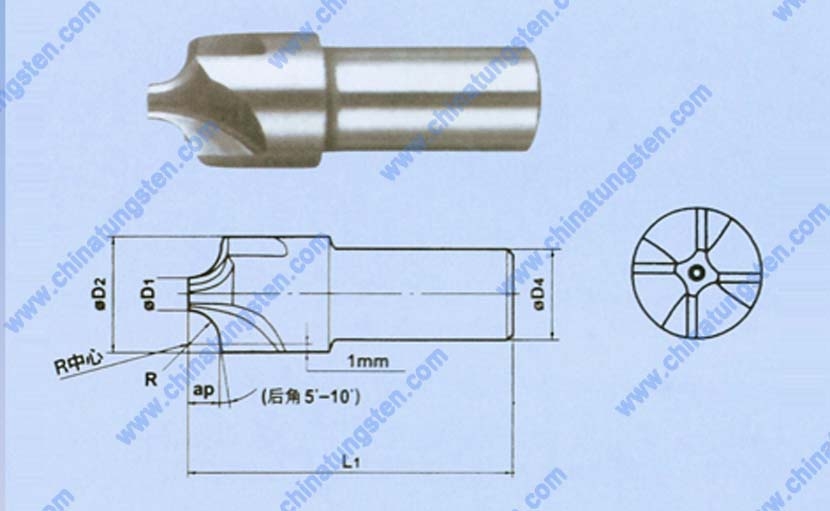
硬質合金內R銑刀適用於模具和機械零部件的內圓偶角以及仿形加工,在銑床或專用機床上有較多的應用。相對于傳統高速鋼內R刀,硬質合金內R刀具有更高的耐磨性且切削硬度更高,因此可大大提高其加工效率節約生產成本。硬質合金內R銑刀的刃部既非直槽也非螺旋狀,而是形成一定的R角,根據用戶的不同用途,應選用不同的硬質合金內R銑刀,來加工產品的外圓弧倒角等。更多詳情,請訪問硬質合金內R銑刀。硬質合金內R銑刀具有特殊的刃部結構,形成一定的R角,可用於工件的外圓弧倒角加工及過渡,使得產品更加美觀實用。硬質合金內R銑刀具有相對於高速鋼內R刀更高的耐磨性和銑削效率,且硬質合金內R銑刀具有更高的耐磨性及硬度強度,因此使用範圍更加廣,且其加工效率更高,大大節約了生產成本。在不同的應用領域,硬質合金內R銑刀的尺寸要求也不同。更多詳情請訪問硬質合金內R銑刀http://cn.chinatungsten.com/cutting-tools/milling-tools/structural-features-and-applications.html。
发布于
硬質合金刀具

硬質合金倒角刀屬於多面刃硬質合金角銑刀,其刃部結構多樣,常用的角度有90°、120°以及60°。硬質合金倒角刀可分為焊刃式以及整體硬質合金倒角刀,且可用於加工內倒角。硬質合金倒角刀具有刃部尖銳形成角度,主要用於銑削倒角加工。硬質合金倒角刀具擁有硬質合金材料的極高硬度強度,因此其在高速切削中能夠有極高的切削效率以及極佳的切削性能,適用于高硬度材料的銑削加工。更多詳情,請訪問硬質合金倒角刀。硬質合金倒角刀具有特殊的刃部結構,角度通常有90°、120°以及60°等,可用於工件的內倒角加工。硬質合金倒角刀具有相對于傳統高速鋼刀具有更高的耐磨性和銑削效率,且硬質合金倒角刀具有更高的耐磨性及硬度強度,因此使用範圍更加廣,且其加工效率更高,大大節約了生產成本。在不同的應用領域,硬質合金倒角刀的角度要求也不同,用戶可根據自身用途進行選擇。更多詳情請訪問硬質合金倒角刀http://cn.chinatungsten.com/cutting-tools/basic-information.html。
发布于
硬質合金刀具

硬質合金錐柄鉸刀主要用於絞削鑄件等的配合孔,精度大致有三種,既H7、H8及H9。硬質合金錐柄鉸刀加工鑄鐵等脆性材料時常採用YG系列硬質合金,鉸孔上餘量較小,切屑也薄,因此為減小切屑變形,前角可取5°~10°,而後角通常取6°~8°,以使其重磨後徑時尺寸變化較小。一般的硬質合金錐柄鉸刀的刃傾角能使切削過程平穩,提高鉸孔品質,去15°~20°的刃傾角能使絞削時的切屑向前排出,不至於劃傷工件表面。更多詳情,請訪問硬質合金錐柄鉸刀。硬質合金錐柄鉸刀具有錐形柄部,根據工件不同其材料選用也不同。通常情況下,加工鋼件時採用YT硬質合金、加工鑄件鐵件使選用YG系列硬質合金。硬質合金錐柄鉸刀的集合角度有主偏角、前後角以及刃傾角等組成,根據加工件的不同以及對切屑等的加工法進行調整。在加工盲孔時,可在帶刃傾角的硬質合金錐柄鉸刀前端開出一凹槽來容納切屑。更多詳情請訪問硬質合金錐柄鉸刀http://cn.chinatungsten.com/cutting-tools/basic-information.html。
发布于
硬質合金刀具

硬質合金錐度鉸刀是具有一個或多個刀齒,用於絞削工件上已加工後的孔的一類旋轉硬質合金鉸刀。硬質合金錐度鉸刀刃部呈錐形,因此通常用來加工錐形孔,鉸刀主要是為提高孔的加工精度,降低其表面的粗糙度和半精加工的刀具,因此,鉸刀的加工餘量一般較小。硬質合金錐度鉸刀一般有1:50、1:10以及1:30等錐度來定位銷孔的絞削。為了達到最高的絞削效果,通常通過選用不同的主偏角以及前後角等來進行調節。更多詳情,請訪問硬質合金錐度鉸刀。硬質合金錐度鉸刀的刃部呈錐形,根據工件不同其材料選用也不同。通常情況下,加工鋼件時採用YT硬質合金、加工鑄件鐵件使選用YG系列硬質合金。硬質合金錐柄鉸刀的集合角度有主偏角、前後角以及刃傾角等組成,根據加工件的不同以及對切屑等的加工法進行調整。硬質合金錐度鉸刀因其特殊刃部結構,主要被用於加工錐形孔,以降低孔的粗糙度提高其精度。更多詳情請訪問硬質合金錐度鉸刀http://cn.chinatungsten.com/cutting-tools/milling-tools/index.html。
发布于
硬質合金刀具
YG6X硬質合金刀頭
- 週四, 19 十二月 2013 03:05
- 作者 硬质合金产品编辑4

YG6X硬質合金刀頭,相當於ISO分組代號中的K10,其密度為14.6~15.0g/cm³,抗彎強度不小於1420N/MM²,硬度不小於91HRA。由於其良好的性能,因此YG6X硬質合金加工冷硬合金鑄鐵與耐熱合金鋼可獲得良好的效果,也適於普通鑄鐵的精加工。不同的牌號,其材質不同,被加工的材料也不同,YG是鎢鈷合金類,以YG6來說一般適合加工鑄鐵,有色金屬及其合金與非金屬材料連續切削時的粗車,間斷切削時的半精車和精車等。 更多資訊,請見:http://3g.chinatungsten.com/zwmobi.php?zwmobi=view&V=21&mid=394&cid=1446 a.陶瓷,一般可以幹式切削,抗彎強度低些,但紅硬性很高,當溫度達到1200攝氏度時,硬度仍高達80HRA ,主要適合加工鋼,鑄鐵,不銹鋼,淬硬合金零件以及精銑大平面等! b.金剛石,一般的都是人造聚晶金剛石,一般都加工些活塞,汽缸,軸承的車,鏜等。c.立方氮化硼的硬度略低於人造金剛石,但它的熱穩定性和對鐵的化學穩定性均高於人造金剛石,因此可用來加工各黑色的金屬,如淬硬的工具鋼,模具鋼,冷硬鑄鐵以及硬度在35HRC以上的鈷基和鎳基高溫合金! 切削不同材料工件,需要選擇好不同材料刀具,這對切削效率提高,保證加工工件品質具有重要意義。更多資訊,請訪問:硬質合金刀頭
发布于
硬質合金刀具
YG6A硬質合金刀頭
- 週四, 19 十二月 2013 03:05
- 作者 硬质合金产品编辑4

YG6A硬質合金刀頭,相當於ISO分組代號中的K05,其密度為14.6~15.0g/cm³,抗彎強度不小於1370N/MM²,硬度不小於91.5HRA。由於其良好的性能,因此YG6A硬質合金刀頭廣泛適於硬鑄鐵,有色金屬及其合金的半精加工,亦適於高錳鋼、淬火鋼、合金鋼的半精加工及精加工。除此以外,硬質合金還可用來製作鑿岩工具、鑿岩工具、鑽探工具、測量量具、耐磨零件、金屬磨具、汽缸襯裏、精密軸承、噴嘴、五金模具(如拉絲模具、螺栓模具、螺母模具、以及各種緊固件模具,硬質合金的優良性能逐步替代了以前的鋼鐵模具)。更多資訊,請見:http://3g.chinatungsten.com/zwmobi.php?zwmobi=view&V=21&mid=394&cid=1446 。 近二十年來,塗層硬質合金也問世了。1969年瑞典研製成功了碳化鈦塗層刀具,刀具的基體是鎢鈦鈷硬質合金或鎢鈷硬質合金,表面碳化鈦塗層的厚度不過幾微米,但是與同牌號的合金刀具相比,使用壽命延長了3倍,切削速度提高25%~50%。20世紀70年代已出現第四代塗層工具,可用來切削很難加工的材料。 硬質合金是將這種或多種難熔金屬的碳化物和粘接劑金屬,用粉末冶金方法製成的金屬材料。 主要生產國家世界上有50多個國家生產硬質合金,總產量可達27000~28000t-,主要生產國有美國、俄羅斯、瑞典、中國、德國、日本、英國、法國等,世界硬質合金市場基本處於飽和狀態,市場競爭十分激烈。中國硬質合金工業是50年代末期開始形成的,60~70年代中國硬質合金工業得到了迅速發展,90年代初中國硬質合金總生產能力達6000t,硬質合金總產量達5000t,僅次於俄羅斯和美國,居世界第3位。 更多資訊,請訪問:硬質合金刀頭
发布于
硬質合金刀具
YG6硬質合金刀頭,相當於ISO分組代號中的K20,其密度為14.5~14.9g/cm³,抗彎強度不小於1380N/MM²,硬度不小於89HRA。由於其良好的性能,因此YG6硬質合金適於用鑄鐵、有色金屬及合金非金屬材料中等切削速度下半精加工。 硬質合金是使用最廣泛的一類高速加工(HSM)刀具材料,此類材料是通過粉末冶金工藝生產的,由硬質碳化物(通常為碳化鎢WC)顆粒和質地較軟的金屬結合劑組成。目前,有數百種不同成分的WC基硬質合金,它們中大部分都採用鈷(Co)作為結合劑,鎳(Ni)和鉻(Cr)也是常用的結合劑元素,另外還可以添加其他一些合金元素。更多資訊,請見:http://3g.chinatungsten.com/zwmobi.php?zwmobi=view&V=21&mid=394&cid=1446。 WC-Co硬質合金在兼具硬度和韌性方面具有獨到優勢。碳化鎢(WC)本身具有很高的硬度(超過剛玉或氧化鋁),而且在工作溫度升高時其硬度也很少下降。但是,它缺乏足夠的韌性,而這對於切削刀具是必不可少的性能。為了利用碳化鎢的高硬度,並改善其韌性,人們利用金屬結合劑將碳化鎢結合在一起,從而使這種材料既具有遠遠超過高速鋼的硬度,同時又能夠承受在大多數切削加工中的切削力。此外,它還能承受高速加工所產生的切削高溫。 如今,幾乎所有的WC-Co刀具和刀片都採用了塗層,因此,基體材料的作用似乎顯得不太重要了。但實際上,正是WC-Co材料的高彈性係數(衡量剛度的指標,WC-Co的室溫彈性係數約為高速鋼的三倍)為塗層提供了不變形的基底。WC-Co基體還能提供所需要的韌性。這些性能都是WC-Co材料的基本特性,但也可以在生產硬質合金粉體時,通過調整材料成分和微觀結構而定制材料性能。因此,刀具性能與特定加工的適配性在很大程度上取決於最初的制粉工藝。更多資訊,請訪問:硬質合金刀頭。
发布于
硬質合金刀具