語言版本:




硬質合金刀具 (142)

在硬質合金車刀斷屑槽中,能夠影響切屑成為卷形的部分,是剪斷面和切削刃接觸面構成的三角形區域,主要問題是這個區域存在的能量是否足以使切屑成為卷形。從縱向進給換到橫向進給時,切屑的流向會改變,即本來一直是沿著刀刃的直角方向流動的切屑會轉變為沿刀刃的傾斜方向流動。這時前角的減少量非常小,但由於只由硬質合金車刀的斷屑槽的肩來提供的使切屑變形的能量大減,所以切屑伸長流出,導致了它纏繞到刀具或工件上。在這種情況下就需要對變形部分進行能量的補充,能夠高效率地使用硬質合金車刀的斷屑槽的肩來獲得變形。更多資訊,請訪問:硬質合金刀具。 硬質合金車刀刀片斷屑槽選定標準:在硬質合金車刀前刀面上刃磨出斷屑槽的目的為了讓切屑經過斷屑槽時,使切屑產生翻轉的內應力而強迫它變形而折斷。斷屑槽按用途分為精加工、半精加工和粗加工用斷屑槽。切削過程中,切屑從硬質合金車刀前刀面流出時,切屑底層與斷屑槽的槽底發生強烈的摩擦,會產生大量的熱量,切削熱不斷地從切屑傳遞到硬質合金車刀刀片,致使刀片產生磨損。在斷屑槽底切出一個凹坑可以使刀片與切屑底層的接觸面積達到最少,以減少硬質合金車刀刀片的磨損,提高硬質合金車刀刀片的使用壽命。更多資訊,請訪問:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬質合金刀具

硬質合金車刀的分類一般是按刀頭材料分類、按結構分類、按外形分類、按功能和用途分類等分類方法。如何在車床上切削出滿意的產品,正確地準備和使用硬質合金刀具是很重要的因素。不同需求的產品需要不同形狀的硬質合金車刀,切削不同的材料要求刀口具不同的刀角,車刀和工作物的位置和速度應有一定相對的關係,硬質合金車刀本身也應具有足夠的硬度、強度而且耐磨、耐高溫。對硬質合金車刀進行分類,無疑是為正確選擇硬質合金刀具奠定了扎實的基礎。更多資訊,請訪問:硬質合金刀具。 按刀頭材料分類:硬質合金車刀按刀頭材料可分為碳素工具鋼車刀、合金工具鋼車刀、高速鋼車刀、硬質合金鋼車刀、金屬陶瓷車刀、陶瓷車刀和金剛石車刀。 按結構分類:硬質合金車刀按結構分類可分為整體式車刀、焊接車刀、機械夾固式車刀、銷子固定式車刀、圓形車刀、旋轉車刀、彎頭車刀、圓形成形車刀。 按外形分類 :硬質合金車刀按外形分類可分為尖頭車刀、單刃車刀、彎頭車刀三種。其中尖頭車刀又可分為尖頭車刀、圓頭尖刀、斜刃車刀和車槽刀。彎頭車刀又可分為彎頭尖刀、彎頭圓角車刀、端面橫切刀、方頭彎頭車刀。 按功能和用途分類:硬質合金車刀按功能和用途分類可分為端面車刀、孔加工車刀、車孔刀、切斷刀、螺紋車刀、車槽刀、插刀、滾輪式車刀、仿形車刀。其中切斷刀又可分為縱向切斷刀、彈性切斷刀、精加工彈性車刀。螺紋車刀可分為彈性螺紋車刀、外螺紋車刀、內螺紋車刀、圓盤形螺紋車刀、成形螺紋車刀。更多資訊,請訪問:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬質合金刀具
硬質合金車刀幾何角度的測量
- 週一, 23 十二月 2013 03:08
- 作者 硬质合金产品编辑2

在硬質合金車刀幾何角度的測量時需要事先準備好萬能車刀量角台和需測量的車刀。萬能車刀量角台的結構及使用方法:車刀量角台能較方便地測量車刀幾何角度。它主要由底座、立柱、測量台、定位塊、大小刻度盤、大小指度片、螺母等組成。其中底座和立柱是支承整個結構的主體。刀具放在測量臺上,靠緊定位塊,可隨測量台一起順時或逆時針方向旋轉,並能在測量臺上沿定位塊左右移動。旋轉大螺母可使滑體上下移動,從而使兩刻度盤及指度片達到需要的高度。使用時,可通過旋轉測量台或大指度片的前面或底面或側面與刀具被測量要素緊密貼合,即可從底座或刻度盤上讀出被測量的角度數值。更多資訊,請訪問:硬質合金刀具。 測量硬質合金外園車刀幾何角度的方法: (1)原始位置調整:把量角台的大小指度片及測量台全部調至零位元,並把刀具放在測量臺上,使車刀貼緊定位塊、刀尖貼緊大指度片的大面。這時候,大指度片的底面與基面平行,刀杆的軸線與大指度片的大面垂直。 (2)在基面內測量主偏角、副偏角旋轉測量台,使主切削刃與大指度片的大面貼合,根據主偏角的定義,即可直接在底座上讀出主偏角的數值。同理,旋轉測量台,使副切削刃與大指度片的大面貼合,即可直接在底座上讀出副偏角的數值。 (3)在切削平面內測量刃傾角:旋轉測量台,使主切削刃與大指度片的大面貼合,此時,大指度片與車刀主切削刃的切削平面重合。再根據刃傾角的定義,使大指度片底面與主切削刃貼合,即可在大刻度板上讀出刃傾角的數值,要注意正負。 (4)在主剖面內測量前角、後角將測量台從原始位置逆時針旋轉90°,此時大指度片所在的平面即為車刀主切削刃上的主剖面。根據前角的定義,調節大螺母,使大指度片底面與前刀面貼合即可在大刻度上讀出前角的數值。測量後角時,量角台處於上述同一位置,根據後角的定義,調節大螺母,使大指度片側面與後刀面貼合,即可在大刻度盤上讀出後角的數值。更多資訊,請訪問:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬質合金刀具
硬質合金車刀切削用量的選擇
- 週一, 23 十二月 2013 03:08
- 作者 硬质合金产品编辑2

硬質合金車刀切削用量(αp、ƒ、v)選擇合理與否,之間影響到了能否良好發揮機床潛力與刀具切削性能,以便實現優質、高產、低成本和安全操作。精車時,加工精度和表面粗糙度要求較高,加工餘量不大且較均勻,因此選擇精車的切削用量時,應著重考慮如何保證加工品質,並在此基礎上儘量提高生產率。因此,精車時應選用較小(但不能太小)的背吃刀量αp和進給量ƒ,並選用性能高的刀具材料和合理的幾何參數,以盡可能提高切削速度v。更多資訊,請訪問:硬質合金刀具。數控車削加工中硬質合金車刀的切削用量包括:背吃刀量αp、主軸轉速n或切削速度v(用於恒線速度切削)、進給速度或進給量ƒ。這些參數均應在機床給定的允許範圍內選取。 硬質合金車刀切削用量的選擇原則是粗車時,首先考慮選擇盡可能大的背吃刀量αp,其次選擇較大的進給量ƒ,最後確定一個合適的切削速度v。增大背吃刀量αp可使走刀次數減少,增大進給量ƒ有利於斷屑。更多資訊,請訪問:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬質合金刀具
兩刃標準硬質合金平頭立銑刀
- 週一, 23 十二月 2013 03:08
- 作者 硬质合金产品编辑2
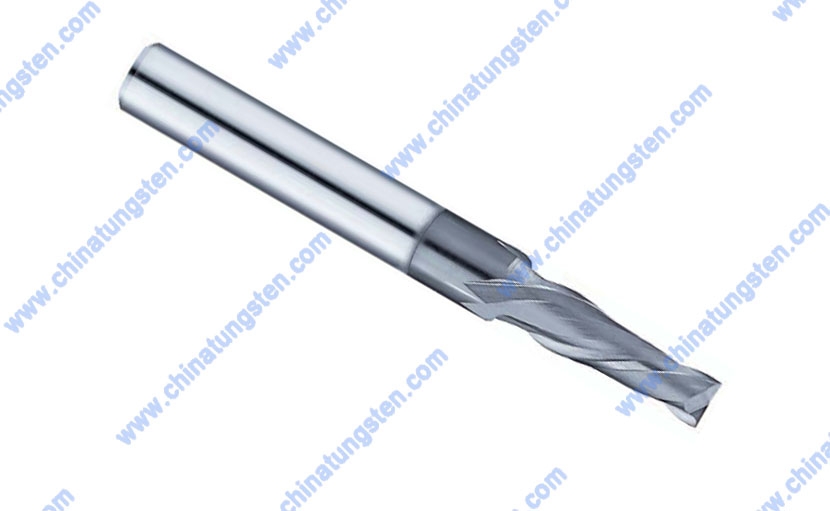
兩刃標準硬質合金平頭立銑刀是一種用於調質鋼加工且刀數為2、刀刃為平頭型、刀具為標準型的硬質合金立銑刀 (標準型立銑刀刃長=刃徑D×約3.0)。兩刃標準硬質合金平頭立銑刀的型號有尖角型TSC-PEM2R和尖角保護型TSC-EM2R兩種,槽的螺旋角為30°,對調質鋼的加工方向是進行全方位加工。兩刃標準硬質合金平頭立銑刀採用的是超微粒硬質合金製備而成,塗層採用的是高潤滑性TS塗層,最適合用於對普通鋼,調製鋼進行高速加工。更多資訊,請訪問:硬質合金刀具。 兩刃標準硬質合金平頭立銑刀的示意圖: 兩刃標準硬質合金平頭立銑刀的具體規格: 更多資訊,請訪問:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬質合金刀具
兩刃標準硬質合金球頭立銑刀
- 週一, 23 十二月 2013 03:08
- 作者 硬质合金产品编辑2
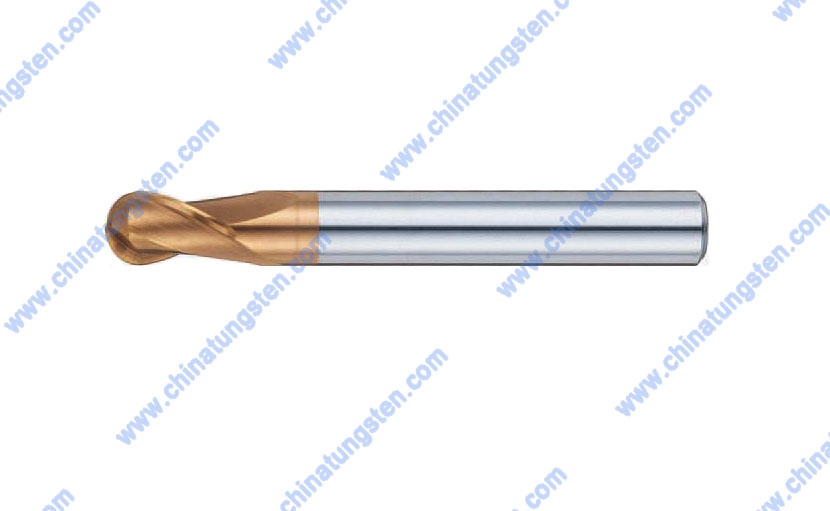
一種刀數為2、刀刃為球頭型、刀具為標準型的經濟型硬質合金立銑刀叫做兩刃標準硬質合金球頭立銑刀(標準型立銑刀刃長=刃徑D×約3.0)。兩刃標準硬質合金球頭立銑刀的型號為ALC-BEM2RC,槽的螺旋角為30°,對普通鋼的加工方向是進行全方位加工。兩刃標準硬質合金球頭立銑刀採用的是超微粒硬質合金製備而成,塗層採用的是ALC塗層,ALC塗層潤滑性好,在普通鋼、調製鋼等加工中表現出優異的性能。更多資訊,請訪問:硬質合金刀具。 兩刃標準硬質合金球頭立銑刀的示意圖: 兩刃標準硬質合金球頭立銑刀具體規格如下表: 更多資訊,請訪問:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬質合金刀具
兩刃標準硬質合金塗層立銑刀
- 週一, 23 十二月 2013 03:08
- 作者 硬质合金产品编辑2
兩刃標準硬質合金塗層立銑刀是一種刀數為2、刀刃為球頭型、刀具為標準型的硬質合金立銑刀 (標準型立銑刀刃長=刃徑D×約3.0)。兩刃標準硬質合金塗層立銑刀的型號為MRC-HBEM2R,槽的螺旋角為30°,對普通鋼的加工方向是進行全方位加工。兩刃標準硬質合金塗層立銑刀採用的是極超微粒硬質合金製備而成,塗層採用的是MR塗層,最適合用於調質鋼、普通鋼的切削加工。更多資訊,請訪問:硬質合金刀具。 兩刃標準硬質合金塗層立銑刀的示意圖: 兩刃標準硬質合金塗層立銑刀具體規格如下表: 更多資訊,請訪問:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬質合金刀具
兩刃長柄硬質合金球頭立銑刀
- 週一, 23 十二月 2013 03:08
- 作者 硬质合金产品编辑2

用於普通鋼加工且刀數為2、刀刃為球頭型、刀具為長柄型的經濟型硬質合金立銑刀叫做兩刃長柄硬質合金球頭立銑刀。兩刃長柄硬質合金球頭立銑刀的型號為ALC-MS-BEM2SC,槽的螺旋角為30°,對普通鋼的加工方向是進行全方位加工。兩刃長柄硬質合金球頭立銑刀採用的是超微粒硬質合金製備而成,塗層採用的是ALC塗層,最適合用於非鐵材料、生材等深部加工的長柄型立銑刀。更多資訊,請訪問:硬質合金刀具。 兩刃長柄硬質合金球頭立銑刀的示意圖: 兩刃長柄硬質合金球頭立銑刀具體規格如下表: 更多資訊,請訪問:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬質合金刀具
兩刃長頸硬質合金球頭立銑刀
- 週一, 23 十二月 2013 03:08
- 作者 硬质合金产品编辑2
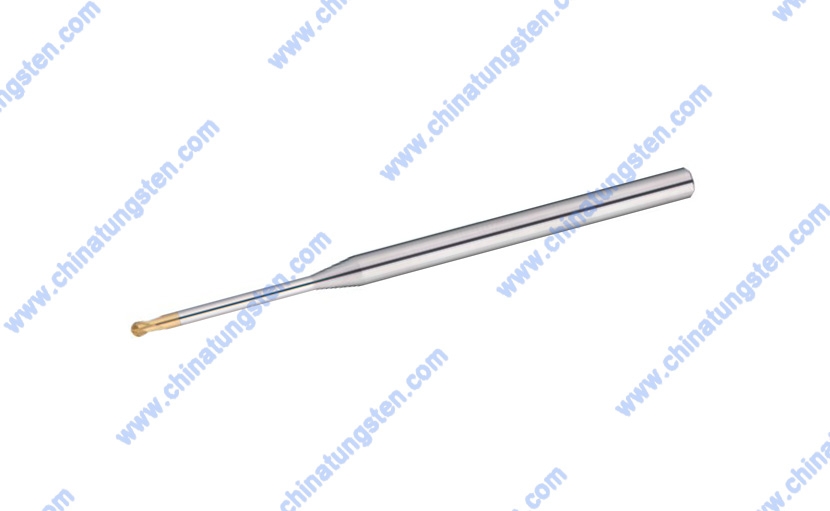
兩刃長頸硬質合金球頭立銑刀是一種刀數為2、刀刃為球頭型、刀具為長頸型的硬質合金立銑刀。兩刃長頸硬質合金球頭立銑刀的型號為MRC-HBEM2LB,槽的螺旋角為30°,對普通鋼的加工方向是進行全方位加工。兩刃長頸硬質合金球頭立銑刀採用的是超微粒硬質合金製備而成,塗層採用的是MR塗層。MR塗層硬質合金球頭立銑刀最適合用於對調質鋼、普通鋼進行切削加工。適合用於對普通鋼、生產、鋁、銅等的模腔平坦部粗加工,有效提高加工效率。更多資訊,請訪問:硬質合金刀具。 兩刃長頸硬質合金球頭立銑刀的示意圖: 兩刃長頸硬質合金球頭立銑刀具體規格如下表: 更多資訊,請訪問:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬質合金刀具
兩刃長刃硬質合金平頭立銑刀
- 週一, 23 十二月 2013 03:08
- 作者 硬质合金产品编辑2

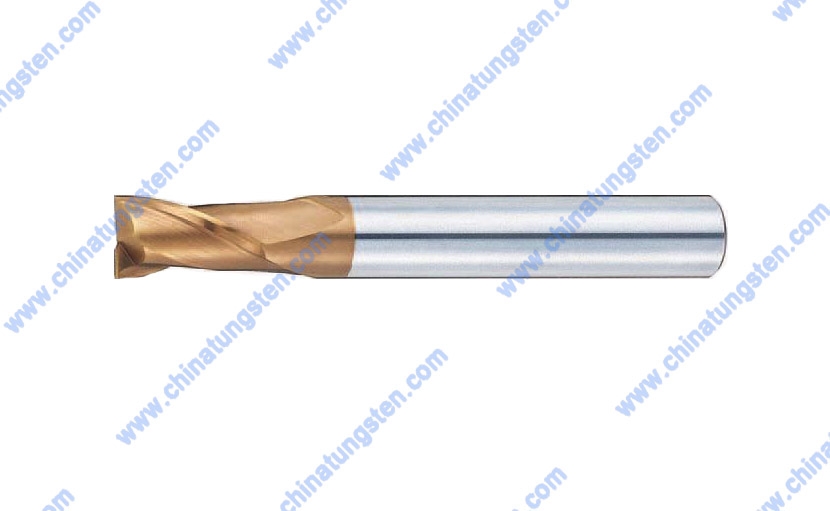
兩刃長刃硬質合金平頭立銑刀是一種刀數為2、刀刃為平頭型、刀具為長刃尖角型的硬質合金立銑刀 (長刃型立銑刀刃長=刃徑D×約4.0)。兩刃長刃硬質合金平頭立銑刀的型號為ALC-PEM2LC,對普通鋼的加工方向是進行全方位加工。ALC-PEM2LC兩刃長刃硬質合金平頭立銑刀採用的是超微粒硬質合金製備而成,塗層採用的是高潤滑性ALC塗層,最適合用於深部加工,最大加工硬度可達52HRC。加工後,工件形狀精度、表面粗糙度好。更多資訊,請訪問:硬質合金刀具。 ALC-PEM2LC兩刃長刃硬質合金平頭立銑刀的示意圖: ALC-PEM2LC兩刃長刃硬質合金平頭立銑刀的具體規格: 更多資訊,請訪問:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬質合金刀具