语言版本:




硬质合金刀具 (204)

硬质合金车刀种类繁多,按照编号可以分成几类,分类方法与高速钢车刀的相同,不过硬质合金车刀号码的编排方式与高速钢车刀号码的编排方式有所不同。在硬质合金车刀中,奇数编号表示右偏刀,偶数编号表示左偏刀,且车刀形状完全一致,不同的只是硬质合金车刀刀头的左右朝向相反。但是,35型硬质合金车刀没有左右偏刀之分,因此把35型硬质合金车刀的刀头换成圆形刀头就变成了36型硬质合金车刀。此外,因为43型硬质合金车刀也无左右偏刀之分,与之对应的也就不存在44型硬质合金车刀。更多信息,请访问:硬质合金刀具。 硬质合金车刀是用于车削加工的、具有一个切削部分的硬质合金刀具。硬质合金车刀按照结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车刀。硬质合金可转位车刀的应用越来越多,在硬质合金车刀中所占比例逐渐增加。切断车刀切既窄且深的槽,排屑空间小,切屑极易堵塞,为了减小同已加工表面的摩擦,其切削部分的两侧必须磨有副偏角,因而根部的强度大大削弱。机夹车刀是采用普通刀片,用机械夹固的方法将硬质合金刀片夹持在刀杆上使用的车刀。更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具
两刃指定硬质合金圆弧立铣刀
- 星期三, 11 12月 2013 08:10
- 作者 硬质合金产品编辑2

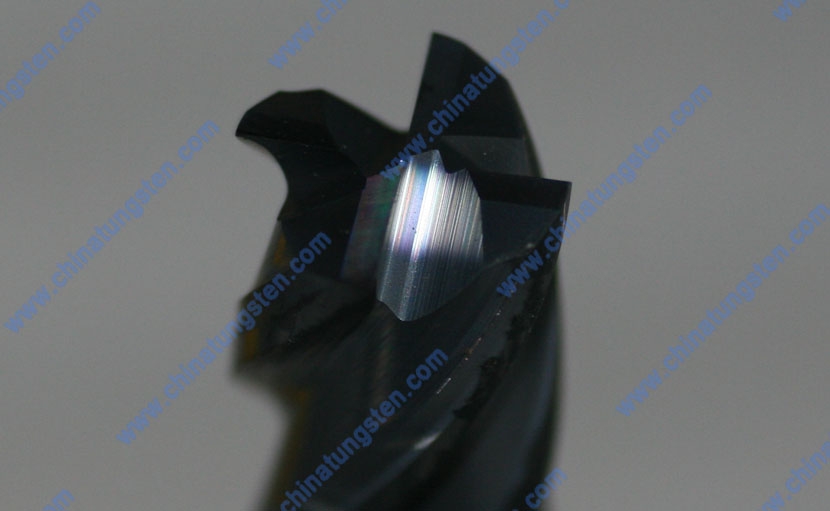
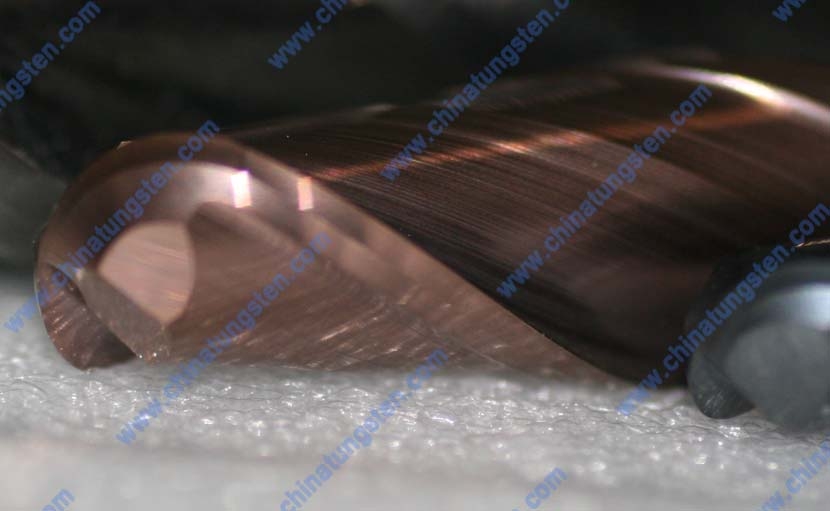
两刃指定硬质合金圆弧立铣刀是一种刀数为2、刀刃为圆弧角型、刀具为自由指定型的硬质合金立铣刀。刃长可自由指定,刃上方有颈部避空设计,且避空长度可自由指定,可防止深腔加工时的颈部干涉发生。两刃指定硬质合金圆弧立铣刀型号为LE-CR-EM2S,槽的螺旋角为30°,对普通钢的加工方向是进行全方位的加工。刀具采用的是超微粒硬质合金制备而成,可根据需要指定圆弧角,有效防止崩刀,最适合用于生材、铝、铜的精细加工。更多信息,请访问:硬质合金刀具。 两刃指定硬质合金圆弧立铣刀的示意图: 两刃指定硬质合金圆弧立铣刀的具体规格: 更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具
两刃细齿纹距硬质合金立铣刀
- 星期三, 11 12月 2013 07:56
- 作者 硬质合金产品编辑2

用于普通钢加工且刀数为2、刀刃为细齿纹距圆弧角型、刀具为短刃型的硬质合金立铣刀叫做两刃细齿纹距硬质合金立铣刀(短刃型立铣刀刃长=刃径D×约2.0)。两刃细齿纹距硬质合金立铣刀的型号有ALC-RFPSC和ALC-HRFPSC两种,槽的螺旋角分别为20°和45°,对普通钢的加工方向是进行全方位的加工。45°螺旋角设计,比起一般的30°螺旋角平头立铣刀,可使用高速切削条件,转速及进给速度均可倍增,降低加工成本。两刃细齿纹距硬质合金立铣刀采用的是超微粒硬质合金制备而成,涂层采用的是ALC涂层,对钢、生材、铝、铜的粗加工可实现高转速切削。更多信息,请访问:硬质合金刀具。 ALC-RFPSC型两刃细齿纹距硬质合金立铣刀的示意图: ALC-HFPSC型两刃细齿纹距硬质合金立铣刀的示意图: ALC-RFPSC型两刃细齿纹距硬质合金立铣刀的具体规格: ALC-HFPSC型两刃细齿纹距硬质合金立铣刀的具体规格: 更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具
两刃短刃长颈硬质合金立铣刀
- 星期三, 11 12月 2013 07:55
- 作者 硬质合金产品编辑2
两刃短刃长颈硬质合金立铣刀是一种用于普通钢加工且刀数为2、刀刃为平头型、刀具为短刃长颈型的硬质合金立铣刀(短刃型立铣刀刃长=刃径D×约2.0)。两刃短刃长颈硬质合金立铣刀的型号为XAC-PEM2LB型,槽的螺旋角为30°,对普通钢的加工方向是进行全方位加工。两刃短刃长颈硬质合金立铣刀采用的是超微粒硬质合金制备而成,涂层采用的是TiAlN涂层,最适合深腔切削、精细加工的长颈型硬质合金立铣刀。更多信息,请访问:硬质合金刀具。 两刃短刃长颈硬质合金立铣刀的示意图: 普通钢用四刃短刃长颈型硬质合金平头立铣刀具体规格如下表: 更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具
两刃超短硬质合金圆弧立铣刀
- 星期三, 11 12月 2013 07:53
- 作者 硬质合金产品编辑2

一种刀数为2、刀刃为圆弧角型、刀具为超短刃的硬质合金立铣刀叫做两刃超短硬质合金圆弧立铣刀(超短刃立铣刀刃长=刃径D×约1.0~1.5)。两刃超短硬质合金圆弧立铣刀最适合用于普通钢深肋槽加工用,其型号为XAC-CR-EM2L,槽的螺旋角为30°,对普通钢的加工方向是进行全方位的加工。刀具采用的是超微粒硬质合金制备而成,可取代球头型的长颈圆弧角型,步距可取较大值。圆弧头立铣刀比起球头立铣刀,在加工平坦部时步距更大,能够对粗加工效率带来飞跃性的提高。更多信息,请访问:硬质合金刀具。 两刃超短硬质合金圆弧立铣刀的示意图: 两刃超短硬质合金圆弧立铣刀的具体规格: 更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具
两刃超短硬质合金涂层立铣刀
- 星期三, 11 12月 2013 07:47
- 作者 硬质合金产品编辑2

两刃超短硬质合金涂层立铣刀是一种用于刀数为2、刀刃为平头或圆弧角型、刀具为超短刃长颈型的硬质合金立铣刀 (超短刃型立铣刀刃长=刃径D×约1.0~1.5)。两刃超短硬质合金涂层立铣刀的型号为ALC-BEM2LBC型,槽的螺旋角为30°,对普通钢的加工方向是进行全方位加工。两刃超短硬质合金涂层立铣刀采用的是超微粒硬质合金制备而成,涂层采用的是ALC涂层,圆弧头立铣刀比起球头立铣刀,在加工平坦部时步距更大,能够对粗加工效率带来飞跃性的提高。最适合用于普通钢、生材、铝、铜的精细加工。更多信息,请访问:硬质合金刀具。 两刃超短硬质合金涂层立铣刀的示意图: 两刃超短硬质合金涂层立铣刀具体规格如下表: 更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具
硬质合金铣削刀具的特点
- 星期二, 10 12月 2013 07:01
- 作者 硬质合金产品编辑2

硬质合金铣削刀具是一种多刃刀具,同时工作的齿效比较多,可以采用阶梯铣削,也可以采用高速铣削,所以生产率较高。铣削过程是一个断续切削过程,刀齿切入和切出工件的瞬间,要产生冲击和振动,当振动频率与机床固有频率一致时,振动会加剧,造成刀齿崩刃,甚至损坏机床零部件。另外,由于铣削厚度周期性的变化而导致铣削力的变化,也会引起振动。铣削时刀齿参加工作时间短,虽然有利于刀齿的散热和冷却,但周期性的热变形又会引起切削刃的热疲劳裂纹,造成刀齿剥落成崩刃。更多信息,请访问:硬质合金刀具。 硬质合金铣削刀具可以根据铣削方法上的不断变换,一把铣削刀具就可以沿着切削作用运动到与刀具轴向旋转有关的进给方向。例如:面铣铣削通过切削刃的组合切削作用进行,其中主要利用周边上的切削作用,并且在一定程度上也借助铣削刀具表面的切削作用。铣削刀具沿着工件以直角旋转到径向进给方向。三面刃铣主要利用刀具周边的铣削切削刃进行铣削。铣削刀具平行于切线进给绕轴旋转。插铣主要利用刀具端面或末端的切削刃,并通过轴向进给,来执行局部铣削作用。更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具
硬质合金铣刀加工异常及对策
- 星期二, 10 12月 2013 07:00
- 作者 硬质合金产品编辑2
硬质合金铣刀是一种数量拥有多个刀齿的旋转刀具,硬质合金铣刀用作铣削加工。在工作的时候,硬质合金铣刀的各个刀齿按顺序间歇地切去工件的余量。硬质合金铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。硬质合金铣刀加工时会产生的异常主要包括崩刃、磨损、刀具折断、表面粗糙度和加工精度五种情况。如果发生崩刃的原因是进给量太大,那么解决方法就应该降低进给量;如果发生崩刃的原因是逆铣(向上切削),那么解决方法就应该顺铣(向下切削)。更多信息,请访问:硬质合金刀具。 硬质合金铣刀加工时发生崩刃如果是因为硬质合金铣刀切削刃太锋利的话,那么解决方法就应该修磨切削刃—必要时倒角或圆角;如果是因为震动的话,那么解决方法就应该向下调整主轴转速;如果是因为硬质合金铣刀刀具突出量太长的话,那么解决方法就应该将刀具突出量调整为最小;如果是因为铣刀未牢固夹紧的话,那么解决方法就应该调整夹具精度。 硬质合金铣刀加工时发生磨损如果是因为硬质合金铣刀切削速度过高的话,那么解决方法就应该降低切削速度;如果是因为进给量太小的话,那么解决方法就应该增加进给量;如果是因为材质硬度过高的话,那么解决方法就应该选用特殊镀膜的铣刀。 硬质合金铣刀加工时发生刀具折断如果是因为切削量太大的话,那么解决方法就应该减少切削量;如果是因为切削力过大的话,那么解决方法就应该降低进给;提高转速;如果是因为硬质合金铣刀刀具突出量太长的话,那么解决方法就应该将刀具突出量调整为最小。更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具
硬质合金铣刀的铣削方向
- 星期二, 10 12月 2013 06:59
- 作者 硬质合金产品编辑2

硬质合金铣刀在铣削时的铣削方向一般分为顺铣和逆铣二种。顺铣也叫做同向铣削,逆铣也叫做反向铣削。硬质合金铣刀在进行顺铣时,工件的进给方向与切削区域的硬质合金铣刀旋转方向相同。切屑厚度从一开始就会逐渐减少,直至在进行周边铣时切口的末端为零而止;硬质合金铣刀在进行逆铣时,工件的进给方向与切削区域的铣刀旋转方向刚好相反。切屑厚度开始为零,然后随着切削过程逐渐增加。在进行逆铣时,硬质合金铣刀刀片从零切屑厚度处开始切削,这会产生很高的切削力,从而推动硬质合金铣刀和工件彼此远离。更多信息,请访问:硬质合金刀具。 在进行逆铣时,硬质合金铣刀刀片从零切屑厚度处开始切削,这会产生很高的切削力,从而推动硬质合金铣刀和工件彼此远离。硬质合金铣刀刀片被强行推入切口后,通常会与由正在切削的刀片所导致的加工淬硬表面接触,同时在摩擦力和高温的作用下产生摩擦和抛光效果。切削力也更容易将工件从工作台上举起。 在进行顺铣时,硬质合金铣刀刀片从最大切屑厚度处开始切削。这样可以通过降低热量和减弱加工淬硬趋势来莲避免抛光效果。应用最大切屑厚度非常有利,并且切削力更容易将工件推入硬质合金铣刀,以使硬质合金铣刀刀片进行切削作用。 在进行铣削时,断屑有时会粘接或焊接到切削刃上,并且会聚集到下一刃切削的起始周围。进行逆铣时,断屑比较容易被截留或楔入到刀片和工件之间,从而会导致刀片破裂。而进行顺铣时,同样的断屑会一分为二,从而不会损坏切削刃。更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具

硬质合金铣刀铣削时的旋转运动是主运动,工件的直线运动是进给运动。硬质合金铣刀在进行铣削工序时,相对于工件的进给方向和铣刀的旋转方向通常分为顺铣和逆铣两种。通常用于数控加工中心、CNC雕刻机,也可以装到普通的铣床上对一些比较硬不复杂的热处理材料进行加工。硬质合金刀具在进行铣削工序过程中,产品可以顺着或相对刀具旋转方向进给,会影响到切削的起始和完成特性。按照硬质合金铣刀的旋转和工件的进给方向,分为顺铣和逆铣两种切削方式。逆铣也叫反向铣削,逆铣时铣刀的旋转方向和产品的进给方向是相反的;顺铣也叫做同向铣削,顺铣时铣刀的旋转方向和产品的进给方向是相同的。更多信息,请访问:硬质合金刀具。 硬质合金铣刀是一种具有多刃的刀具,同时参与切削的切削刃总长度较长,切削时没有空行程,可以使用较高的切削速度进行切削,生产效率普遍较高。硬质合金铣刀可以用于加工平面、沟槽、台阶等,也可以加工齿轮、螺纹、花键轴的齿形及各种成形表面。 顺铣具有延长刀尖寿命,能够进行高强度铣削,特别是在铣削高硬度材料时效果更明显,精加工时加工面质量较好,进给所需的动力比逆铣要小等优点。 逆铣具有不易发生打刀事故,不需要消除机床工作台的进给丝杠与螺母的间隙,旧设备也能使用,端铣是顺铣和逆铣的合成铣削。此外,用立铣刀铣键槽时,逆铣、顺铣、周铣和端铣都会用到等优点。更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具