语言版本:




硬质合金刀具 (204)

YT类硬质合金刀具最常规的牌号是YT14和YT15,其中 YT14是用来加工炭素钢和合金钢的的加工材料,主要用于不平整断面和连续切削时的粗车、间断切削时的半精车与精车;连续面的粗铣、铸孔的扩钻和粗钻;硬质合金刀具YT15是用来加工包括锻件、冲压件及铸件在内的表皮炭素钢、合金钢,主要用于不平整断面和间断切削时的粗车,粗刨、半精刨,不连续面的粗铣及钻孔。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。 硬质合金YW属于合金钢及铸铁的加工材料范围,隶属于这个合金钢及铸铁的加工材料范畴的硬质合金有4个牌号。它们分别是YW1、YW2、YW3和YW4。其中YW1是用来加工钢、合金钢和铸铁,能够承受一定的冲击负荷通用性较好。YW2与YW1一样,也是用来加工钢、合金钢和铸铁。与YW1不同的是,YW2主要适用于耐热钢、高锰钢、不锈钢及高级合金钢等难加工钢材的粗加工和半精加工。YW3是用来加工耐热合金钢、低合金钢及高强度合金钢,精加工和半精加工,也可以作为小冲击情况下的粗加工。YW4是用来加工炭素钢、合金钢、调质钢和耐热不锈钢,因此要求YW4必须具有很好的耐热高温性能和抗黏结的能力,通用性要好。更多信息,烦请参考:硬质合金刀具。
发布于
硬质合金刀具

YN类硬质合金刀具分为YN05和YN10两种硬质合金刀具牌号。其中YN05的加工材料是钢、铸钢、合金铸铁,主要适用于机床-工件-刀具系统刚性特别好的细长件精加工以及高速切削时的精车;硬质合金刀具YN10的加工材料主要包括炭素钢、合金钢、工件钢和淬火钢。硬质合金刀具YN主要适用于连续面的精加工,细长件和表面光洁度要求高的工件精加工。我们可以提供各种YN类的硬质合金刀具,也可以根据客户的不同需求特别定制。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。 硬质合金刀具YG的7种硬质合金牌号分别是YG3X、YG3、YG6A、YG6X、YG6、YG8N、YG8,其中YG3X、YG3、YG6A的加工材料相同。YG3X、YG3、YG6A的加工材料都是铸铁、有色金属及其合金,但YG3X、YG3、YG6A的用途及加工条件各不相同。YG3X既可适用于精镗、精车也可以适用于合金钢及淬火钢的精车,但YG3只能适用于精镗和精车。更多信息,麻烦参考:硬质合金刀具。
发布于
硬质合金刀具
YG6A硬质合金刀具
- 星期五, 13 12月 2013 10:05
- 作者 硬质合金产品编辑5

YG6A硬质合金刀具的加工材料是铸铁、有色金属及其合金,YG6A刀具既可以适用于半精车也可以适用于高锰钢、淬火钢、合金钢的半精加工及精加工;YG6X硬质合金刀具的加工材料包括冷硬铸铁、普通铸铁和耐热合金,YG6X适用于精加工和半精加工;硬质合金刀具YG6的加工材料包括铸铁、有色金属及其合金、非金属材料,硬质合金刀具YG6适用于连续面的粗车、不连续面的半精车及精车、小断面精车、粗车螺纹、旋风车丝、连续面的精铣和半精铣、孔的粗扩与精扩。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。 硬质合金刀具YG8N的加工材料包括硬铸铁、球墨铸铁、白口铁及有色金属,硬质合金刀具YG8N即能够适用于各种条件下的粗加工也可以适用于不锈钢的粗车和半精车;硬质合金刀具YG8的加工材料包括铸铁、有色金属及其合金、非金属材料,适用于不平整的断面和间断切削的车、粗刨、粗铣、一般孔和深孔的钻扩。更多信息,烦请参考:硬质合金刀具。
发布于
硬质合金刀具

P类硬质合金刀具中的P01类为碳化钛基类(TiC +WC + Ni + Mo) (冶金部梆标准YN类),碳化钛基类硬质合金刀具以碳化铊为主要成分,镍、钼作粘结金属。适合用于高速精加工合金钢、淬硬钢等。碳化钛基硬质合金的刀具主要特点是硬度非常高,达90~93HRA,有比较好的耐磨性。特别是碳化钛与钢的粘结温度高使抗月牙洼磨损能力强,有较好的耐热性与抗氧化能力,在1000 ~1300℃高温下仍能进行切削。切削速度可达300-400m/min。此外硬质合金刀具的化学稳定性好,与工件材料亲和力小,能减少与工件摩擦,不易产生积屑瘤。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。 最早出现的金属陶瓷就是碳化铊基合金,碳化铊基合金的主要缺点是抗塑性变形能力差,抗崩刃性差。现在已发展为以碳化铊、氮化铊、氮碳化铊为基,且以氮化铊为主,因而使耐热冲击性及韧性都有了显著提高。M类硬质合金刀具加入了适量稀有难溶金属碳化物以提高硬质合金刀具的性能,其中效果显著的是加人碳化铊或者是碳化铌。 更多信息,烦请参考:硬质合金刀具。
发布于
硬质合金刀具
K、P类硬质合金刀具性能
- 星期五, 13 12月 2013 10:01
- 作者 硬质合金产品编辑5

K类硬质合金刀具磨削加工性好,可以刃磨出较锋利的刃口因此也适合加工非铁材料及纤维层压材料。K类硬质合金中的含钴量愈高,韧性愈好,适合用于粗加工或者是钴量少的用于精加工。P类硬质合金刀具有比较高的硬度,特别是有较为高的耐热性、比较好的抗粘结、竞抗氧化能能力。P类硬质合金刀具主要用于加工以钢为代表的塑性材料。P类硬质合金刀具加工钢的时候塑性变形大、摩擦剧烈,切削温度较高。P类硬质合金刀具磨损速率慢,刀具的寿命高。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。 P类硬质合金刀具中含碳化铊的量较多者含钴量比较少,附曆性、耐热性就更好,适合精加工。但随着碳化铊量的增多合金导热性变差,焊接与刃磨时容易产生裂纹。P类硬质合金刀具中含碳化铊量较少者,则适合粗加工。更多信息,烦请参考:硬质合金刀具。
发布于
硬质合金刀具
M类硬质合金刀具性能
- 星期五, 13 12月 2013 09:59
- 作者 硬质合金产品编辑5

M类硬质合金刀具加入碳化铊或者是碳化铌,一般质量分数在4%左右。碳化铊或者是碳化铌在硬质合金刀具中的主要作用是提高硬质合金刀具的高温硬度与高温强度。在YG类合金中加入碳化铊,可使800℃时强度提高约0.15—0.20GPa。在YT类合金中加入碳化铊,可使高温硬度提高约50-100HV。由于rac与NbC与钢的粘结温度较高,从而减缓合金成分向钢中扩散以延长刀具寿命。碳化铊或者是碳化铌还可以提高合金的常温硬度,提高YT类合金抗弯强度与冲击韧性,特别是提高合金的抗疲劳强度。更多信息请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。 M类硬质合金刀具能阻止钨(,晶粒在烧结过程中的长大有助于细化晶粒、提高合金的磨性。碳化铊在合金中的质量分数,达12%~15%时,可提高抵抗周期性温度查化的籠为,防止产生裂纹,并提高抗塑性变形的能力。这类硬质合金刀具能适应断续切削及铣削且不易发生崩刃。此之碳化铊或者是碳化铌还可改善合金的焊接、刃磨工艺性来提高合金刀具的使用性能。更多信息,烦请参考:硬质合金刀具。
发布于
硬质合金刀具
两刃锥型硬质合金涂层立铣刀
- 星期五, 13 12月 2013 08:15
- 作者 硬质合金产品编辑2
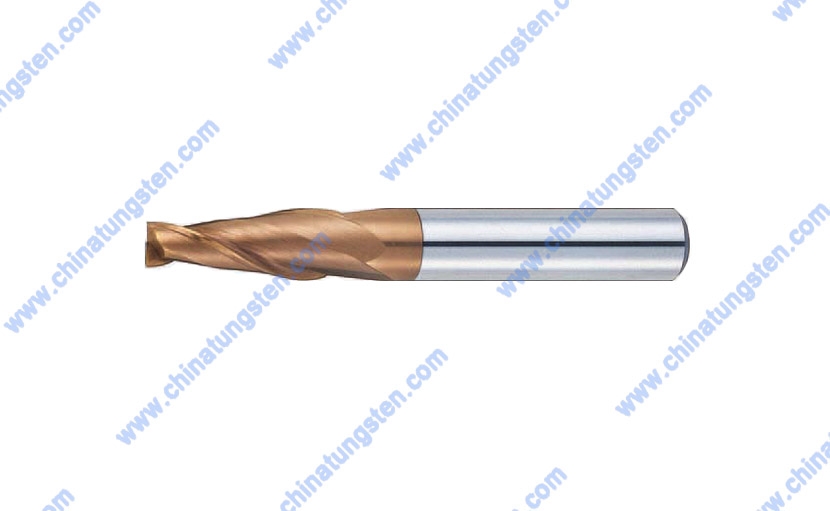
两刃锥型硬质合金涂层立铣刀是一种用于调质钢加工且涂层采用的是TS涂层、刀数为2、刀刃为锥型、刀具为标准型硬质合金立铣刀 (标准型立铣刀刃长=刃径D×约3.0)。两刃锥型硬质合金涂层立铣刀是锥型中的标准刃长产品,其型号为TSC-TEM2R,槽的螺旋角为30°,对调质钢的加工方向是进行全方位的加工。刀具采用的是超微粒硬质合金制备而成,使用耐氧化性能,硬度比以往涂层大幅提高的覆膜TS涂层,延长了使用寿命,最适合高速与干式加工。更多信息,请访问:硬质合金刀具。 两刃锥型硬质合金涂层立铣刀的示意图: 两刃锥型硬质合金涂层立铣刀的具体规格: 更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具
两刃锥颈硬质合金涂层立铣刀
- 星期五, 13 12月 2013 08:14
- 作者 硬质合金产品编辑2

用于调质钢加工且刀数为2、刀刃为球头型、刀具为锥颈自由指定型的经济型硬质合金立铣刀叫做两刃锥颈硬质合金涂层立铣刀。两刃锥颈硬质合金涂层立铣刀的型号为LN-TSC-BEM2S,槽的螺旋角为30°,对调质钢的加工方向是进行全方位加工。两刃锥颈硬质合金涂层立铣刀采用的是超微粒硬质合金制备而成,涂层采用的是TS涂层,具有独特的容屑槽形状,在沟槽加工时可达到使用两刃切削时相同的切深。更多信息,请访问:硬质合金刀具。 两刃锥颈硬质合金涂层立铣刀的示意图: 两刃锥颈硬质合金涂层立铣刀具体规格如下表: 更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具
两刃锥颈硬质合金球头立铣刀
- 星期五, 13 12月 2013 08:13
- 作者 硬质合金产品编辑2

两刃锥颈硬质合金球头立铣刀是一种刀数为2、刀刃为球头型、刀具为锥颈型的硬质合金立铣刀。两刃锥颈硬质合金球头立铣刀的型号为TSC-BEM2PB,槽的螺旋角为30°,对调质钢的加工方向是进行全方位加工。两刃锥颈硬质合金球头立铣刀采用的是超微粒硬质合金制备而成,涂层采用的是TS涂层,锥颈型设计,大大提高了锥颈型TS涂层硬质合金立铣刀的刚性。最适合用于生材、铝、铜的精细加工。更多信息,请访问:硬质合金刀具。 两刃锥颈硬质合金球头立铣刀的示意图: 两刃锥颈硬质合金球头立铣刀具体规格如下表: 更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具
两刃球头硬质合金涂层立铣刀
- 星期五, 13 12月 2013 08:11
- 作者 硬质合金产品编辑2
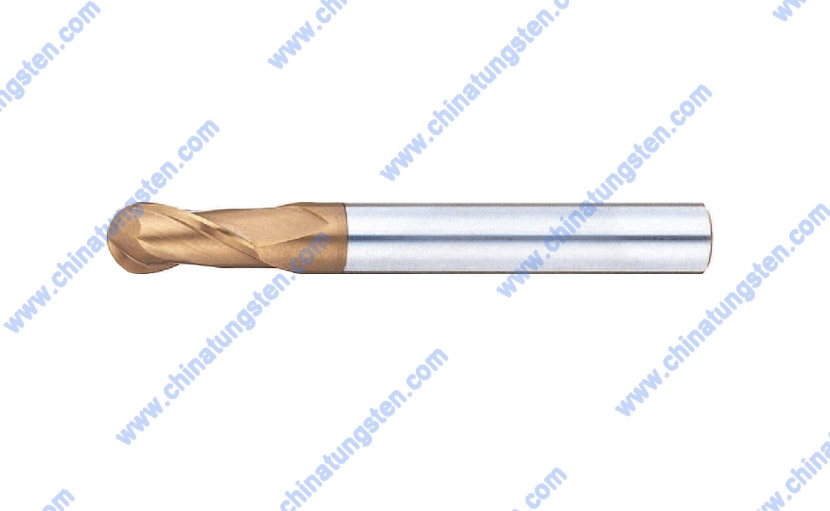
用于调制钢加工且刀数为2、刀刃为球头型、刀具为标准型的经济型硬质合金立铣刀叫做两刃球头硬质合金涂层立铣刀(标准型立铣刀刃长=刃径D×约3.0)。两刃球头硬质合金涂层立铣刀的型号为TSC-BEM2R,槽的螺旋角为30°,对调制钢的加工方向是进行全方位加工。两刃球头硬质合金涂层立铣刀采用的是超微粒硬质合金制备而成,涂层采用的是TS涂层,TS涂层润滑性好,重视切削锋利度的正前角刃形状。更多信息,请访问:硬质合金刀具。 两刃球头硬质合金涂层立铣刀的示意图: 两刃球头硬质合金涂层立铣刀具体规格如下表: 更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具