语言版本:




硬质合金刀具 (204)
两刃长刃硬质合金平头立铣刀
- 星期四, 12 12月 2013 07:59
- 作者 硬质合金产品编辑2

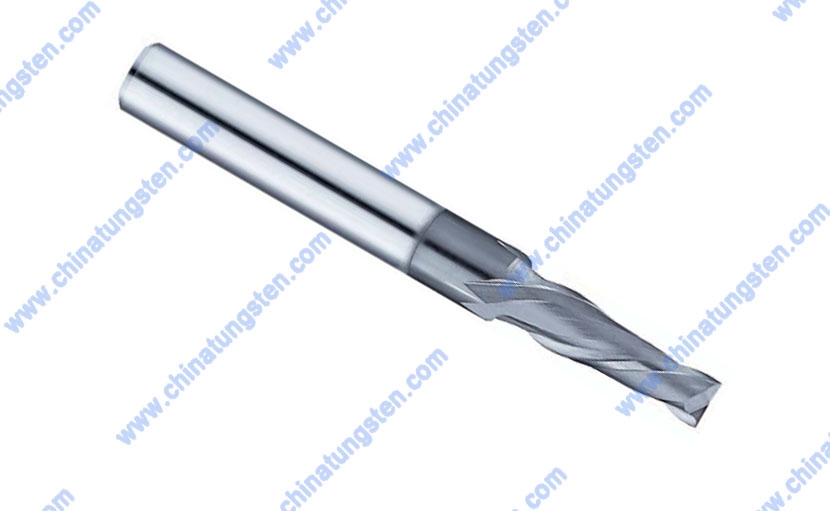
两刃长刃硬质合金平头立铣刀是一种刀数为2、刀刃为平头型、刀具为长刃尖角型的硬质合金立铣刀 (长刃型立铣刀刃长=刃径D×约4.0)。两刃长刃硬质合金平头立铣刀的型号为ALC-PEM2LC,对普通钢的加工方向是进行全方位加工。ALC-PEM2LC两刃长刃硬质合金平头立铣刀采用的是超微粒硬质合金制备而成,涂层采用的是高润滑性ALC涂层,最适合用于深部加工,最大加工硬度可达52HRC。加工后,工件形状精度、表面粗糙度好。更多信息,请访问:硬质合金刀具。 ALC-PEM2LC两刃长刃硬质合金平头立铣刀的示意图: ALC-PEM2LC两刃长刃硬质合金平头立铣刀的具体规格: 更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具
两刃长颈硬质合金球头立铣刀
- 星期四, 12 12月 2013 07:53
- 作者 硬质合金产品编辑2
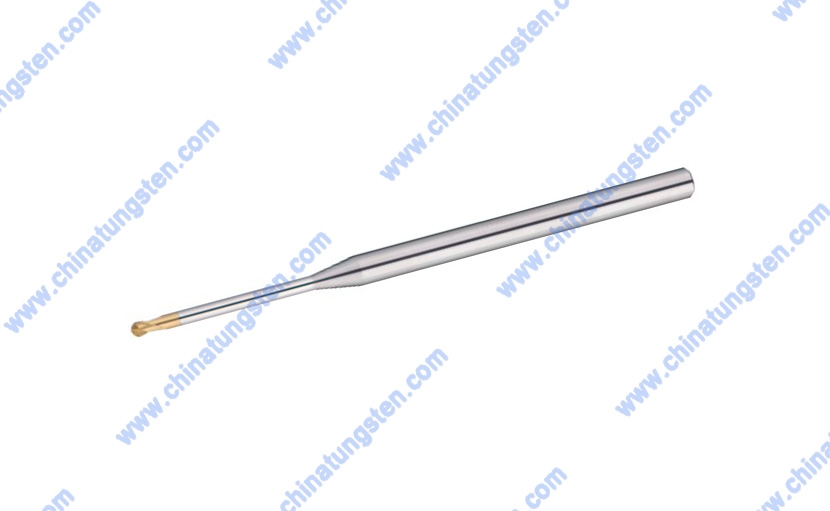
两刃长颈硬质合金球头立铣刀是一种刀数为2、刀刃为球头型、刀具为长颈型的硬质合金立铣刀。两刃长颈硬质合金球头立铣刀的型号为MRC-HBEM2LB,槽的螺旋角为30°,对普通钢的加工方向是进行全方位加工。两刃长颈硬质合金球头立铣刀采用的是超微粒硬质合金制备而成,涂层采用的是MR涂层。MR涂层硬质合金球头立铣刀最适合用于对调质钢、普通钢进行切削加工。适合用于对普通钢、生产、铝、铜等的模腔平坦部粗加工,有效提高加工效率。更多信息,请访问:硬质合金刀具。 两刃长颈硬质合金球头立铣刀的示意图: 两刃长颈硬质合金球头立铣刀具体规格如下表: 更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具
两刃长柄硬质合金球头立铣刀
- 星期四, 12 12月 2013 07:52
- 作者 硬质合金产品编辑2

用于普通钢加工且刀数为2、刀刃为球头型、刀具为长柄型的经济型硬质合金立铣刀叫做两刃长柄硬质合金球头立铣刀。两刃长柄硬质合金球头立铣刀的型号为ALC-MS-BEM2SC,槽的螺旋角为30°,对普通钢的加工方向是进行全方位加工。两刃长柄硬质合金球头立铣刀采用的是超微粒硬质合金制备而成,涂层采用的是ALC涂层,最适合用于非铁材料、生材等深部加工的长柄型立铣刀。更多信息,请访问:硬质合金刀具。 两刃长柄硬质合金球头立铣刀的示意图: 两刃长柄硬质合金球头立铣刀具体规格如下表: 更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具
两刃标准硬质合金涂层立铣刀
- 星期四, 12 12月 2013 07:51
- 作者 硬质合金产品编辑2
两刃标准硬质合金涂层立铣刀是一种刀数为2、刀刃为球头型、刀具为标准型的硬质合金立铣刀 (标准型立铣刀刃长=刃径D×约3.0)。两刃标准硬质合金涂层立铣刀的型号为MRC-HBEM2R,槽的螺旋角为30°,对普通钢的加工方向是进行全方位加工。两刃标准硬质合金涂层立铣刀采用的是极超微粒硬质合金制备而成,涂层采用的是MR涂层,最适合用于调质钢、普通钢的切削加工。更多信息,请访问:硬质合金刀具。 两刃标准硬质合金涂层立铣刀的示意图: 两刃标准硬质合金涂层立铣刀具体规格如下表: 更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具
两刃标准硬质合金球头立铣刀
- 星期四, 12 12月 2013 07:51
- 作者 硬质合金产品编辑2
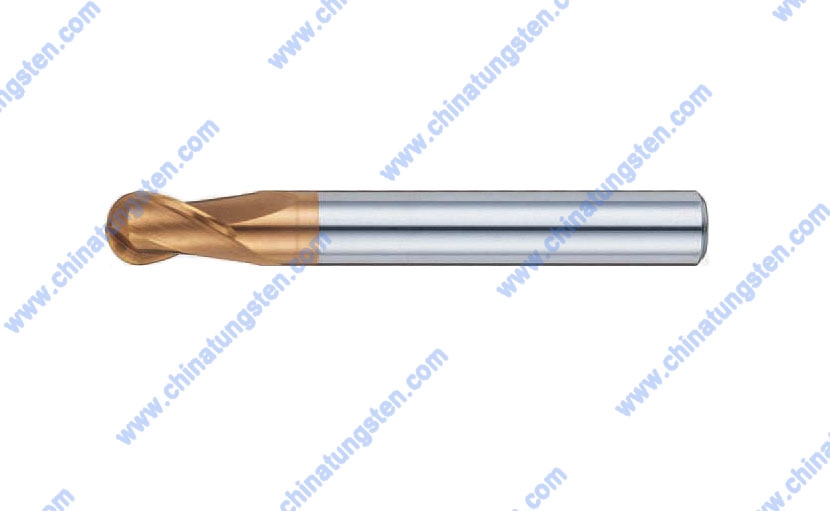
一种刀数为2、刀刃为球头型、刀具为标准型的经济型硬质合金立铣刀叫做两刃标准硬质合金球头立铣刀(标准型立铣刀刃长=刃径D×约3.0)。两刃标准硬质合金球头立铣刀的型号为ALC-BEM2RC,槽的螺旋角为30°,对普通钢的加工方向是进行全方位加工。两刃标准硬质合金球头立铣刀采用的是超微粒硬质合金制备而成,涂层采用的是ALC涂层,ALC涂层润滑性好,在普通钢、调制钢等加工中表现出优异的性能。更多信息,请访问:硬质合金刀具。 两刃标准硬质合金球头立铣刀的示意图: 两刃标准硬质合金球头立铣刀具体规格如下表: 更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具
两刃标准硬质合金平头立铣刀
- 星期四, 12 12月 2013 07:45
- 作者 硬质合金产品编辑2
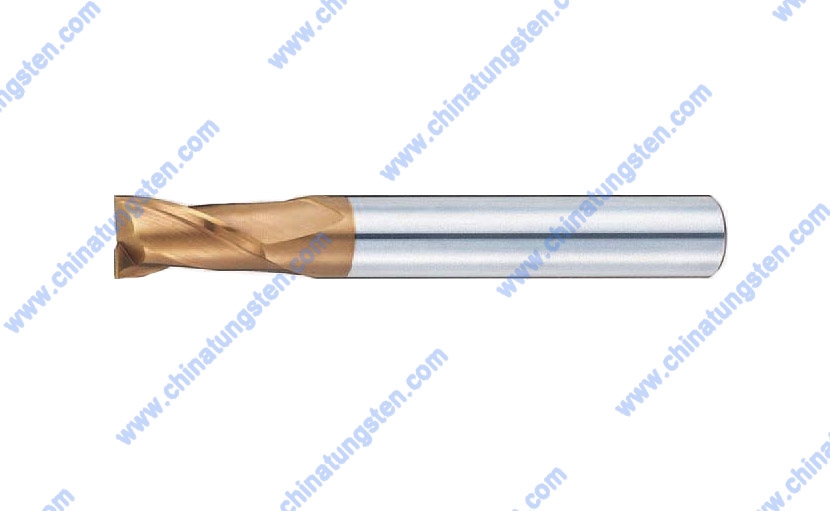
两刃标准硬质合金平头立铣刀是一种用于调质钢加工且刀数为2、刀刃为平头型、刀具为标准型的硬质合金立铣刀 (标准型立铣刀刃长=刃径D×约3.0)。两刃标准硬质合金平头立铣刀的型号有尖角型TSC-PEM2R和尖角保护型TSC-EM2R两种,槽的螺旋角为30°,对调质钢的加工方向是进行全方位加工。两刃标准硬质合金平头立铣刀采用的是超微粒硬质合金制备而成,涂层采用的是高润滑性TS涂层,最适合用于对普通钢,调制钢进行高速加工。更多信息,请访问:硬质合金刀具。 两刃标准硬质合金平头立铣刀的示意图: 两刃标准硬质合金平头立铣刀的具体规格: 更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具
硬质合金车刀切削用量的选择
- 星期三, 11 12月 2013 08:34
- 作者 硬质合金产品编辑2

硬质合金车刀切削用量(αp、ƒ、v)选择合理与否,之间影响到了能否良好发挥机床潜力与刀具切削性能,以便实现优质、高产、低成本和安全操作。精车时,加工精度和表面粗糙度要求较高,加工余量不大且较均匀,因此选择精车的切削用量时,应着重考虑如何保证加工质量,并在此基础上尽量提高生产率。因此,精车时应选用较小(但不能太小)的背吃刀量αp和进给量ƒ,并选用性能高的刀具材料和合理的几何参数,以尽可能提高切削速度v。更多信息,请访问:硬质合金刀具。数控车削加工中硬质合金车刀的切削用量包括:背吃刀量αp、主轴转速n或切削速度v(用于恒线速度切削)、进给速度或进给量ƒ。这些参数均应在机床给定的允许范围内选取。 硬质合金车刀切削用量的选择原则是粗车时,首先考虑选择尽可能大的背吃刀量αp,其次选择较大的进给量ƒ,最后确定一个合适的切削速度v。增大背吃刀量αp可使走刀次数减少,增大进给量ƒ有利于断屑。更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具
硬质合金车刀几何角度的测量
- 星期三, 11 12月 2013 08:33
- 作者 硬质合金产品编辑2
在硬质合金车刀几何角度的测量时需要事先准备好万能车刀量角台和需测量的车刀。万能车刀量角台的结构及使用方法:车刀量角台能较方便地测量车刀几何角度。它主要由底座、立柱、测量台、定位块、大小刻度盘、大小指度片、螺母等组成。其中底座和立柱是支承整个结构的主体。刀具放在测量台上,靠紧定位块,可随测量台一起顺时或逆时针方向旋转,并能在测量台上沿定位块左右移动。旋转大螺母可使滑体上下移动,从而使两刻度盘及指度片达到需要的高度。使用时,可通过旋转测量台或大指度片的前面或底面或侧面与刀具被测量要素紧密贴合,即可从底座或刻度盘上读出被测量的角度数值。更多信息,请访问:硬质合金刀具。 测量硬质合金外园车刀几何角度的方法: (1)原始位置调整:把量角台的大小指度片及测量台全部调至零位,并把刀具放在测量台上,使车刀贴紧定位块、刀尖贴紧大指度片的大面。这时候,大指度片的底面与基面平行,刀杆的轴线与大指度片的大面垂直。 (2)在基面内测量主偏角、副偏角旋转测量台,使主切削刃与大指度片的大面贴合,根据主偏角的定义,即可直接在底座上读出主偏角的数值。同理,旋转测量台,使副切削刃与大指度片的大面贴合,即可直接在底座上读出副偏角的数值。 (3)在切削平面内测量刃倾角:旋转测量台,使主切削刃与大指度片的大面贴合,此时,大指度片与车刀主切削刃的切削平面重合。再根据刃倾角的定义,使大指度片底面与主切削刃贴合,即可在大刻度板上读出刃倾角的数值,要注意正负。 (4)在主剖面内测量前角、后角将测量台从原始位置逆时针旋转90°,此时大指度片所在的平面即为车刀主切削刃上的主剖面。根据前角的定义,调节大螺母,使大指度片底面与前刀面贴合即可在大刻度上读出前角的数值。测量后角时,量角台处于上述同一位置,根据后角的定义,调节大螺母,使大指度片侧面与后刀面贴合,即可在大刻度盘上读出后角的数值。更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具

硬质合金车刀的分类一般是按刀头材料分类、按结构分类、按外形分类、按功能和用途分类等分类方法。如何在车床上切削出满意的产品,正确地准备和使用硬质合金刀具是很重要的因素。不同需求的产品需要不同形状的硬质合金车刀,切削不同的材料要求刀口具不同的刀角,车刀和工作物的位置和速度应有一定相对的关系,硬质合金车刀本身也应具有足够的硬度、强度而且耐磨、耐高温。对硬质合金车刀进行分类,无疑是为正确选择硬质合金刀具奠定了扎实的基础。更多信息,请访问:硬质合金刀具。 按刀头材料分类:硬质合金车刀按刀头材料可分为碳素工具钢车刀、合金工具钢车刀、高速钢车刀、硬质合金钢车刀、金属陶瓷车刀、陶瓷车刀和金刚石车刀。 按结构分类:硬质合金车刀按结构分类可分为整体式车刀、焊接车刀、机械夹固式车刀、销子固定式车刀、圆形车刀、旋转车刀、弯头车刀、圆形成形车刀。 按外形分类 :硬质合金车刀按外形分类可分为尖头车刀、单刃车刀、弯头车刀三种。其中尖头车刀又可分为尖头车刀、圆头尖刀、斜刃车刀和车槽刀。弯头车刀又可分为弯头尖刀、弯头圆角车刀、端面横切刀、方头弯头车刀。 按功能和用途分类:硬质合金车刀按功能和用途分类可分为端面车刀、孔加工车刀、车孔刀、切断刀、螺纹车刀、车槽刀、插刀、滚轮式车刀、仿形车刀。其中切断刀又可分为纵向切断刀、弹性切断刀、精加工弹性车刀。螺纹车刀可分为弹性螺纹车刀、外螺纹车刀、内螺纹车刀、圆盘形螺纹车刀、成形螺纹车刀。更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具

在硬质合金车刀断屑槽中,能够影响切屑成为卷形的部分,是剪断面和切削刃接触面构成的三角形区域,主要问题是这个区域存在的能量是否足以使切屑成为卷形。从纵向进给换到横向进给时,切屑的流向会改变,即本来一直是沿着刀刃的直角方向流动的切屑会转变为沿刀刃的倾斜方向流动。这时前角的减少量非常小,但由于只由硬质合金车刀的断屑槽的肩来提供的使切屑变形的能量大减,所以切屑伸长流出,导致了它缠绕到刀具或工件上。在这种情况下就需要对变形部分进行能量的补充,能够高效率地使用硬质合金车刀的断屑槽的肩来获得变形。更多信息,请访问:硬质合金刀具。 硬质合金车刀刀片断屑槽选定标准:在硬质合金车刀前刀面上刃磨出断屑槽的目的为了让切屑经过断屑槽时,使切屑产生翻转的内应力而强迫它变形而折断。断屑槽按用途分为精加工、半精加工和粗加工用断屑槽。切削过程中,切屑从硬质合金车刀前刀面流出时,切屑底层与断屑槽的槽底发生强烈的摩擦,会产生大量的热量,切削热不断地从切屑传递到硬质合金车刀刀片,致使刀片产生磨损。在断屑槽底切出一个凹坑可以使刀片与切屑底层的接触面积达到最少,以减少硬质合金车刀刀片的磨损,提高硬质合金车刀刀片的使用寿命。更多信息,请访问:http://www.tungsten-carbide.com.cn/Chinese/carbide-cutting-tools.html
发布于
硬质合金刀具