



硬质合金棒 (40)
硬质合金棒相对磁饱和值
- 星期二, 03 12月 2013 08:16
- 作者 硬质合金产品编辑2

对一个硬质合金棒具体牌号来说,钴含量和WC晶粒度是固定的,设钴含量、添加元素、杂质含量等恒定,影响硬质合金棒中碳量变化的因素,就是影响硬质合金棒相对磁饱和值的因素。在生产中,当硬质合金相对磁饱和值离开标准时,肯定有影响硬质合金棒碳含量的因素离开了规范。相对磁饱和值是硬质合金棒性能中的主导性能,在相对磁饱和值固定不变后,其它的性能也随之确定,它们之间存在严格的相互关联、相互制约的关系,其它性能只能在一定的范围内波动。更多信息请访问:硬质合金棒。
影响硬质合金相对磁饱和值的因素主要有以下六大因素:1、硬质合金棒中的WC总碳超标。2、混合料(含压块)氧含量超标。3、氢气脱蜡、预烧中的碳量变化。4、真空脱蜡、预烧中的碳量变化。5、氢烧结过程的碳量变化。6、硬质合金真空烧结过程的碳量变化。更多信息请访问:http://www.tungsten-carbide.com.cn/Chinese/tungsten-carbide-rods.html
硬质合金棒世界产量统计
- 星期二, 03 12月 2013 08:14
- 作者 硬质合金产品编辑2

随着市场对硬质合金棒的需求不断增大,对主要用于钻头、立铣刀、铰刀、打印针和丝锥的硬质合金棒产量的快速增长作过一些统计,其中中国硬质合金棒产量居世界首位。1998年,世界硬质合金棒总产量己增长到6500t,其中不带孔的为4900t,带平行或螺旋冷却剂孔的为1600 t,这大约为全球高速钢棒材年需求量的5%~7%。1999年至2000年的12~15个月里,硬质合金棒材的产量己翻番,达到13000t,更大程度地取代了高速钢,在硬质合金产业里占据越来越重要的地位。更多信息请访问:硬质合金棒。
硬质合金棒材具有高硬度、高耐磨性、高强度、抗弯曲、刀具寿命长等一系列优良性能。硬质合金棒材是制作钻头和刀具的坯料,目前主要采用粉末挤压成型工艺。随着市场需求猛增,超细晶粒硬质合金棒材得到了越来越广泛的采用。在高速切削领域,由于对刀具安全性、可靠性、耐用度的高标准要求,整体硬质合金刀具内在和表面的质量要求也更加严格。更多信息请访问:http://www.tungsten-carbide.com.cn/Chinese/tungsten-carbide-rods.html

硬质合金实心圆棒含有等量的钨和碳原子,在最基本的形式中,是一种细微颗粒的灰色粉末。不仅可以用于各种工业机械领域、工具、磨料磨具中,还可以形成各种所需要的形状。硬质合金实心圆棒制备均采用自动挤压设备,可以根据不同要求调压,有利于生产不同型号棒材。硬质合金实心圆棒主要用于制作整体硬质合金刀具,制作加工PCB微钻,制作硬质合金芯棒和其他耐磨零件。更多信息,麻烦参考硬质合金棒。
硬质合金实心圆棒采用低压烧结技术,进行高精度精磨。采用数控磨床,具有极大抛光速率,可以去除因磨光而产生的损伤层,提高表面光洁度,最高可达镜面效果。硬质合金棒内部孔隙得以有效消除,从而获得致密化良好的高硬度、高强度毛坯,先进的控温系统可以有效减少质量波动。可以根据不同要求调压,有利于生产不同型号棒材。更多信息请访问:http://www.tungsten-carbide.com.cn/Chinese/solid-rods.html
硬质合金棒预脱除工艺
- 星期一, 02 12月 2013 09:14
- 作者 硬质合金产品编辑2

硬质合金棒预脱除工艺是超细硬质合金棒料挤压成形工艺的关键环节。在热脱脂之前进行溶剂脱脂是成形剂脱除的有效方法。三组元成形剂体系溶剂脱脂的适宜时间为6小时到12小时,在溶剂脱脂前增加退火处理,可有效降低挤压硬质合金棒坯产生裂纹的危险。采用退火处理和溶剂脱脂相结合的成形剂预脱除工艺,可起到良好的脱除效果。更多信息请访问:硬质合金棒。
硬质合金棒预脱除工艺中,石蜡作为增塑组元占整个成形剂体系的绝大部分,且可溶解于溶剂,而其他组元在溶剂中的溶解性较差。硬质合金棒坯浸入溶剂中6~12小时后,即可脱除增塑组元的60%~80%,起到良好脱除效果。而随脱除时间延长,虽然脱除率可进一步增大,但棒坯出现裂纹甚至坍塌解体的危险也随之增加。少量保留增塑组分对保持棒坯的强度有利,可减少棒坯产生裂纹的概率。因此,溶剂脱脂时间控制在6~12小时为宜。更多信息请访问:http://www.tungsten-carbide.com.cn/Chinese/tungsten-carbide-rods.html
硬质合金棒裂纹消除方法
- 星期一, 02 12月 2013 09:13
- 作者 硬质合金产品编辑2

超细硬质合金棒挤压成形中棒坯产生裂纹的消除方法可以利用退火处理,通过混炼改善成形剂偏析程度和消除棒坯残余内应力两种方法消除裂纹的产生。最佳混炼时间应控制在l0小时左右,时间过长则挤压料流动性变差,不利于棒坯挤出;且进一步改善混炼效果固然可减少成形剂偏析程度,但无法完全杜绝偏析。因此采取消除棒坯残余内应力的方法可以抑制裂纹的产生。类似于金属热处理的退火工艺,即棒坯挤出后置于烘箱中,升温至一定温度并保温一段时间后随炉冷却。更多信息请访问:硬质合金棒。
硬质合金棒的断裂韧性指硬质合金阻止宏观裂纹失稳扩展能力的度量,也是硬质合金抵抗脆性破坏的韧性参数。通常断裂韧性定义为应力强度因子的临界值,常用断裂前硬质合金吸收的能量或外界对硬质合金所做的功表示。它和裂纹本身的大小、形状及外加应力大小无关,是材料固有的特性,只与材料本身、热处理及加工工艺有关。更多信息请访问:http://www.tungsten-carbide.com.cn/Chinese/tungsten-carbide-rods.html
硬质合金棒溶剂脱脂开裂原因
- 星期一, 02 12月 2013 09:12
- 作者 硬质合金产品编辑2
在硬质合金棒的生产过程中,导致硬质合金棒溶剂脱脂开裂的可能原因有成形剂偏析、脱脂温度、溶剂与硬质合金棒坯之间的液固质量比选择不当和硬质合金棒坯存在残余应力等。挤压料混炼无法做到绝对均匀,因而会造成硬质合金棒坯中不同程度的成形剂偏析;随着成形剂脱除,偏析部分就会形成大的孔洞从而可能成为裂纹源。硬质合金棒坯的残余内应力则是导致裂纹最终生成的主要因素。更多信息请访问:硬质合金棒。
硬质合金挤压料挤出过程中,在挤出方向上产生纵向速度梯度,成形剂中高聚物受横向压缩和纵向拉伸,其高分子链发生弹性变形并沿挤出方向取向。而石蜡作为增塑组元,其典型特性为温度敏感性高而冷凝收缩率大。硬质合金棒坯挤出后在较短时间内冷却,石蜡的快速收缩使成形剂中高聚物的高分子链未及调整即处于强迫冻结状态,从而使其弹性能储存在硬质合金棒坯内部造成内应力。在溶剂脱脂过程中,由于石蜡的脱除,高聚物中的高分子链在溶剂中自由体积变大,残余内应力释放,使硬质合金棒坯中已经存在的裂纹源(因成形剂偏析产生)得以扩展,结果造成硬质合金棒坯裂纹产生甚至坍塌解体。更多信息请访问:http://www.tungsten-carbide.com.cn/Chinese/tungsten-carbide-rods.html

硬质合金棒模压工艺可分为水平方向压制和垂直方向压制两种。水平方向压制是将硬质合金模具的上、下冲头做成能成型出截面为圆形的棒材形状,在冲头之间压制粉末。此工艺所成型的硬质合金棒长度易受模具和压机尺寸的限制。由于半圆形上、下冲头对粉末颗粒施加的压力不均匀,在毛坯分型处可观察到空隙的产生,而这种空隙在烧结过程中难以闭合,并且有可能使该处钻浓度增加,因而易产生所谓的"裂缝"。更多信息请访问:硬质合金棒。
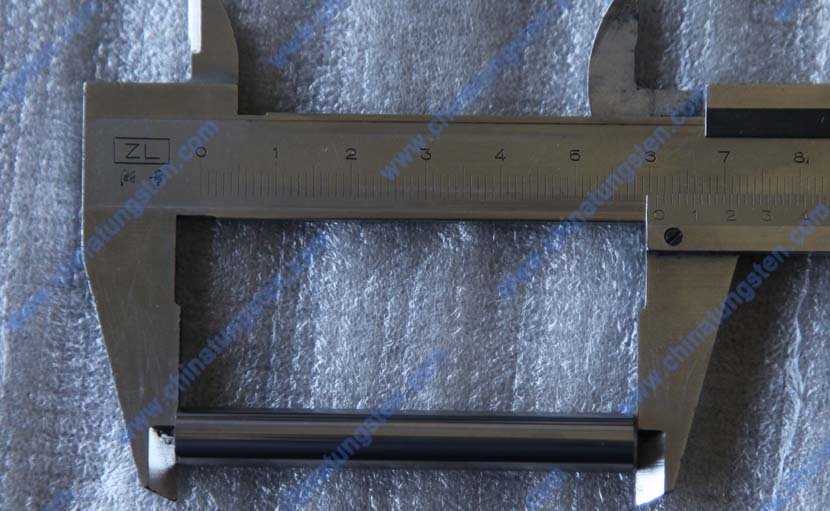
硬质合金棒模压工艺中的垂直方向压制是与水平方向压制工艺类似。其特征是所成型的棒材受压机行程的限制,并且在垂直方向难以顶出。应用多孔模进行定长硬质合金棒(用于制造钻头和立铣刀)的批量模压成型,它们的直径一般在5~25mm之间。最大直径可达38 mm长度为105 mm产量可达10~15 t/月。更多信息请访问:http://www.tungsten-carbide.com.cn/Chinese/tungsten-carbide-rods.html
硬质合金棒冷等静压工艺
- 星期一, 02 12月 2013 09:09
- 作者 硬质合金产品编辑2
硬质合金棒的生产过程中,棒材成型的工艺大致可分为两类,分别是冷等静压(Cold isostatic press-ing, CIP)和模压工艺。在冷等静压工艺中,采用干袋法能制造带有冷却孔道的硬质合金棒,在毛坯的外表面加工出螺旋槽,在螺旋槽内放入弹性纤维,将其放到模体中,硬质合金毛坯与模体之间的间隙用粉体填充,然后对干袋模体施压,以使毛坯和颗粒相互对压在一起,使槽内的弹性纤维剧烈变形。在随后的脱蜡和烧结过程中,成型剂从粉体、毛坯和弹性纤维上蒸发,这样就制成了带有冷却孔道的棒材。由于制造方法以及毛坯的软性,所制造的冷却孔道的位置精度不高。更多信息请访问:硬质合金棒。
硬质合金棒成型中的超高冷等静压,是用100MPa~1000MPa的流体静压力作用于料液,在预定压力保持一段时间,使原料细胞内外压力达到平衡(有效成分达到溶解平衡)后迅速卸压,使细胞内外渗透压力差突然增大,细胞内的有效成分穿过细胞膜(细胞膜的结构在超高压下发生变化),转移到细胞外的提取液中,达到提取目标成分的目的。
硬质合金棒成型中超高压提取是在常温下进行的,因此避免了因高温而引起的有效成分的变化、损失以及生理活性的降低,同时因为超高压是在密闭的环境下进行的,没有溶剂的挥发,不会对环境造成污染。是一种安全有效的提取活性物质的方法。更多信息请访问:http://www.tungsten-carbide.com.cn/Chinese/tungsten-carbide-rods.html

硬质合金棒挤压工艺是将碳化钨粉末与一定量的粘结剂、增塑剂等组成的混合物,经挤压模孔挤成棒体形状和规定尺寸的硬质合金坯件。它是传统塑料成型工艺和现代粉末冶金技术相结合的产物,可用以成型等截面而长度不受限制的异形件,可在低温、低压下操作。硬质合金棒因其特殊的耐磨蚀、高硬度、优良的断裂韧性和抗压强度使其在金属加工、电子工业、木材加工、航空航天业及医学等领域得到了广泛应用,是制造印刷电路板微钻、铣刀、铰刀、阶梯刀具、长杆刀具、丝锥和点阵打印机打印针等的理想前期材料。更多信息请访问:硬质合金棒。
硬质合金棒挤压过程是将经过增塑处理的碳化钨混合料放入挤压筒中,在挤压筒的一端安放模子,模子上有需要挤压制品端面的模孔,在挤压筒的另一端插入挤压冲头,挤压机的压力通过挤压冲头传给混合料,使之通过模孔而成为具有棒材形状的制品。在挤压时,挤压料在外力作用下,作用的外力是冲头对挤压料的正压力,及模壁对混合料的侧压力,同时还存在由模壁与挤压料之间相对移动而产生的摩擦力。因此,在硬质合金棒挤压过程中挤压料的变形是两向压缩和一向向外拉伸。更多信息请访问:http://www.tungsten-carbide.com.cn/Chinese/tungsten-carbide-rods.html

硬质合金棒是一种硬质合金切割工具,不仅可以用于不同的粗磨参数,切割材质以及非金属材质,还可以应用于传统的自动、半自动车床等等。因硬质合金棒分为精磨、毛坯,其生产过程中的工艺有细微的差别,其主要工艺流程为:制粉→按用途要求配方→经湿磨→混合→粉碎→干燥→过筛→后加入成型剂→再干燥→过筛后制得混合料→制粒→ 压制→成型→低压烧结→成型(毛坯)→外圆磨精磨(毛坯没有这道工序)→检测尺寸→包装→入库。更多信息请访问:硬质合金棒工艺流程。
湿磨是把碳化钨粉末加水粉磨成浆体,进行到干燥的流程时,要根据湿物料的性质、结构以及对干燥产品的质量要求,比较各种干燥方法和设备的特性,并参照工业实践的经验,才能做出正确的决定。经过粉碎后的粉末粗细相差悬殊,为适应制备硬质合金棒的需要,通过一种网孔状的工具使粗细混合的粉末分离出粗粉和细粉的操作过程,叫做“过筛”或“筛析”。‘低压烧结’的“低压”是相对‘热等静压’的压力来说的,二者都是在等静压力下烧结,前者的压力约为5Mpa左右,后者的压力高达70~100MPa。更多信息请访问:http://www.tungsten-carbide.com.cn/Chinese/tungsten-carbide-rods.html