



硬质合金模具 (90)
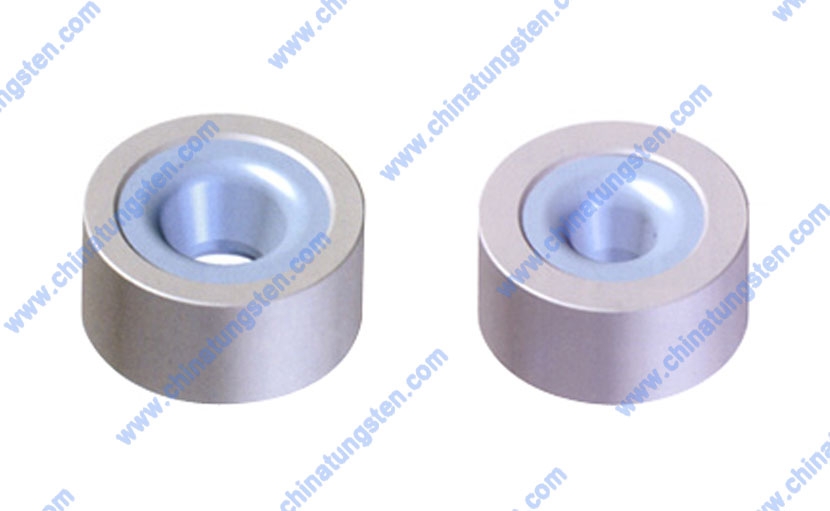
钢丝在拉拔过程中,硬质合金拉丝模质量的好坏直接影响钢丝生产贡量、产量、模耗、能耗。为了延长拉丝模的使用寿命,降低拉丝模使用成本,经过对传统拉丝模结构和树质进行了多次设计改进,通过对操作、结构、价格、寿命等方面进行比较,最后选定锥形直接水冷拉丝模作为定型拉丝模推广使用,经过—年多的使用达到了设计要求。锥形直接水冷拉丝模的结构特点和使用效果。详见:http://www.tungsten-carbide-drawing-dies.com/chinese/index.html。
锥形直冷模的材质、结构锥形直冷模采用和传统拉丝模相同的材质,模套用45钢,模芯为硬质合金,其牌号为YG3或YG3X。模孔的人口锥、润滑锥、工作锥、定径带出口锥和传统拉丝模具相同。在结构上,锥形直冷模的模芯和模套按1:15的锥度配合,模套的内壁上开有水冷却槽、槽外钻有水冷却孔。更多信息,请访问:硬质合金拉丝模。

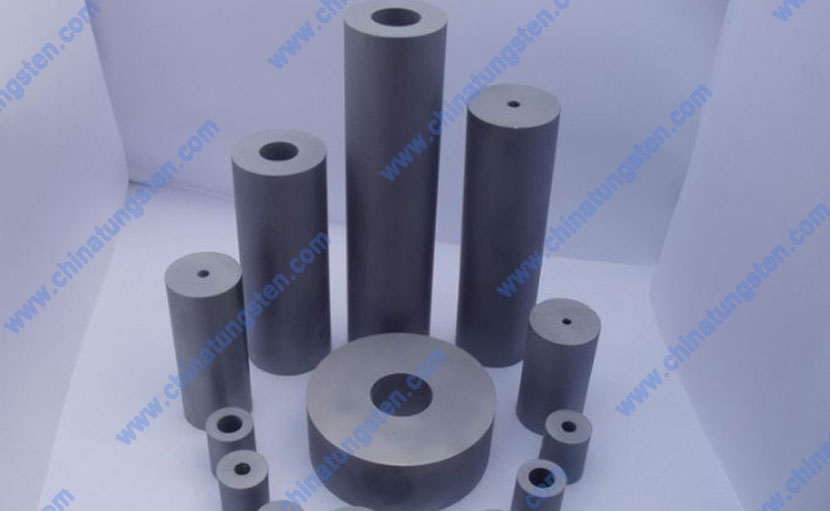
硬质合金模具大致可分为冷作模具钢、热作模具钢和塑料模具钢3类,用于锻造、冲压、切型、压铸等。硬质合金模具的分类介绍如下:按加工金属的加工工艺分类, 模具常用的有:锻模,包括模锻用锻模、镦锻模等;冲压模,包括冲裁模、起伏模、弯曲模、整形模、拉伸模、翻孔模、缩孔模、胀形模等;以及挤压模和压铸模.用于加工非金属和粉末冶金的模具则按加工对象命名和分类,有橡胶模、塑料模粉末冶金模等。详见:http://www.tungsten-carbide-drawing-dies.com/chinese/index.html。
由于各种模具用途不同,工作条件复杂,因此对模具用钢,按其所制造模具的工作条件,应具有高的硬度、强度、耐磨性,足够的韧性,以及高的淬透性、淬硬性和其他工艺性能。由于这类用途不同,工作条件复杂,因此对模具用钢的性能要求也不同。更多信息,请访问:硬质合金模具。
什么是硬质合金冲压模
- 星期四, 05 12月 2013 01:48
- 作者 硬质合金产品编辑4

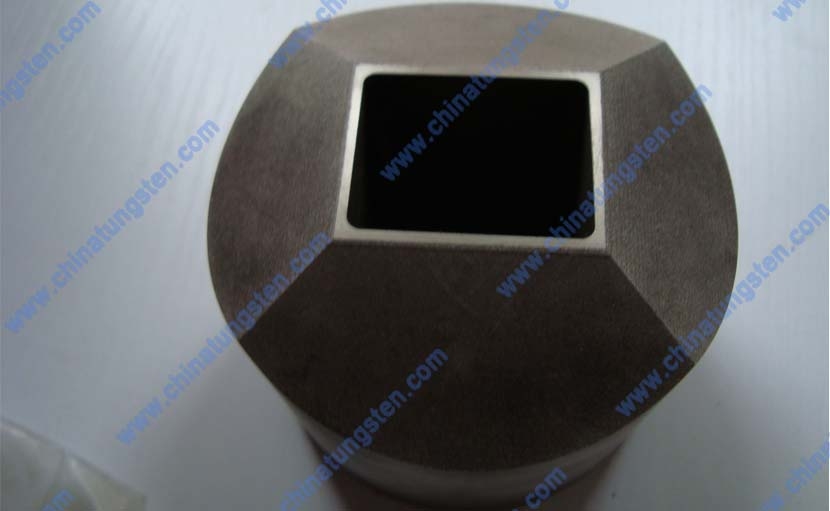
硬质合金冲压模用于板料冲压成形和分离的模具。成形用的模具有型腔,分离用的模具有刃口。最常用的冲压模只有一个工位,完成一道生产工序。这种模具应用普遍,结构简单,制造容易,但生产效率低。为提高生产率,可将多道冲压工序,如落料、拉深、冲孔、切边等安排在一个模具上,使坯料在一个工位上完成多道冲压工序,这种模具称为复合模。另有将落料、弯曲、拉深、冲孔和切边等多工序安排在一个模具的不同工位上。详见:http://www.tungsten-carbide-drawing-dies.com/chinese/index.html。
冲压模具用于工件的拉伸成型,冲压模具一般用在,冲床,液压机,冷墩机。在冷墩机上用的还叫冷镦模具,比如生产螺丝的,也叫标准件模具。用合金做的冲压模具,使用寿命长,耐磨性好,工件的光洁度高。更多信息,请访问:硬质合金冲压模。
硬质合金锻模用于热态金属模锻成形的模具。模锻时,坯料往往经过多次变形才能制成锻件,这就需要在一个模块上刻有几个型腔.金属依次送至各个型腔,并在型腔内塑性流动,最后充满型腔制成锻件。在模锻成形中,坯料很难与终锻时型腔体积相等,为了避免废品,坯料选用稍大一些。为此,在终锻模的上、下模分界面的型腔四周设有飞边槽,以存贮多余的金属,成形后将飞边切去。型腔中应尽量减少尖角、深槽,以利于金属塑性流动和充填,减少模具磨损和开裂,提高模具寿命。详见:http://www.tungsten-carbide-drawing-dies.com/chinese/index.html。
硬质合金锻模是用金属挤压成形的模具。正挤压模有一个静止的凹模和放置坯料的挤压筒和对坯料施加压力的冲头.挤压空心件时,冲头前端带有芯棒.反挤压模的挤压筒为凹模,冲头成为凸模.金属需要在很大的压强下才能从凹模挤出成形,在冷态下所需压强可高达2000千牛/毫米(200千克/毫米)以上。为此,挤压筒和反挤压的凹模需要有很高的强度,常采用多层预应力组合结构.冲头和凸模的工作长度宜短,避免在高的压应力下发生不稳和弯曲。更多信息,请访问:硬质合金锻模。
硬质合金拉丝模退火过程
- 星期四, 05 12月 2013 01:19
- 作者 硬质合金产品编辑4

硬质合金拉丝模金属段拉成金属丝的过程,首先钢要退火:将钢加热到适当温度,保持一定时间,然后缓慢冷却(一般随炉冷却)的热处理工序称为退火。拉丝模具在拉制时的退火:退火方式一般为电接触式,电极通过退火轮(接触轮)将大电流均匀导入铜线上,实现铜线的预热和加热,预热是将铜线加热到不至于氧化的最高温度,一般为250度左右;加热是将铜线加热到退火温度,一般为500~550度,使之再结晶,加热段有蒸汽保护,防止铜线氧化,再经过水冷却后,完成了退火(软化)过程。详见:http://www.tungsten-carbide-drawing-dies.com/chinese/index.html。
退火的主要目的:1、降低钢的硬度,提高塑性,以利于切削加工及冷变形加工。2、细化晶粒,均匀钢的组织及成分,改善钢的性能或为以后的的热处理做准备。3、消除钢中的残余内应力,以防止变形和开裂。退火工艺随目的之不同而有多种,如重结晶退火、等温退火、均匀化退火、球化退火、去除应力退火、再结晶退火,以及稳定化退火、磁场退火等等。更多信息,请访问:硬质合金拉丝模。
提高硬质合金模具质量基本途径
- 星期四, 05 12月 2013 01:10
- 作者 硬质合金产品编辑4

模具的设计是提高硬质合金模具质量的最重要的一步,需要考虑到很多因素,包括模具材料的选用,模具结构的可使用性及安全性,模具零件的可加工性及模具维修的方便性,这些在设计之初应尽量考虑得周全些。模具的制造过程也是确保模具质量的重要一环,模具制造过程中的加工方法和加工精度也会影响到模具的使用寿命。各零部件的精度直接影响到模具整体装配情况,除掉设备自身精度的影响外,则需通过改善零件的加工方法,提高钳工在模具磨配过程中的技术水平,来提高模具零件的加工精度。详见:http://www.tungsten-carbide-drawing-dies.com/chinese/index.html。
对模具主要成形零部件进行表面强化,以提高模具零件表面耐磨性,从而更好地提高模具质量。模具的正确使用与维护,也是提高模具质量的一大因素。例如:模具的安装调试方式应恰当,在有热流道的情况下,电源接线要正确,冷却水路要满足设计要求,模具在生产中注塑机、压铸机、压力机的参数需与设计要求相符合等等。在正确使用模具时,还需对模具进行定期维护保养,模具的导柱、导套及其他有相对运动的部位应经常加注润滑油,对于锻模、塑料模、压铸模之类模具在每模成形前都应将润滑剂或起模剂喷涂于成形零件表面。 更多信息,请访问:硬质合金模具。
YW3硬质合金拉丝模
- 星期一, 02 12月 2013 09:34
- 作者 硬质合金产品编辑5

YW3硬质合金拉丝模的硬度不低于92HRA,密度在12.7g/cm³到13.3g/cm³的范围内。在外力作用下使金属强行通过模具,主要适用于适于合金钢、高强度钢、低合金、超强度钢的精加工和半精加工。亦可在冲击力小的情况下精加工。抗弯强度不低于1300MPa,含碳化钨量78%~94%。含钴量5%~11%,含钛量2%~10%,含钽量0%~10%。所有中心都有个一定形状的孔,圆、方、八角或其它特殊形状。具有很强的抗压强度,因此可以采用高压。硬质合金天性易脆,不能保证其不断裂因此在处理时应极为谨慎。更多信息请访问:http://www.tungsten-carbide.com.cn/Chinese/drawing-dies.html。
金属横截面积被压缩并获得所要求的横截面积形状和尺寸的工具称为拉丝模。YW3硬质合金拉丝模的用途广泛,硬质合金拉丝模镶套的生产工艺包括压模、拔模、车削等几个工艺步骤。YW3硬质合金拉丝模是硬质合金丝通过一种模具使其由粗到细逐步达到人们所需要的尺寸,这种特殊的模具就是硬质合金拉丝模。更多信息,烦请参考:硬质合金拉丝模。
YW2硬质合金拉丝模
- 星期一, 02 12月 2013 09:31
- 作者 硬质合金产品编辑5

YW2硬质合金拉丝模的硬度不低于90.5HRA,密度在12.4g/cm³到13.5g/cm³的范围内,主要适用于耐热钢、高锰钢、不锈钢及高级合金钢等特殊难加工钢材的精加工、半精加工、普通钢材和铸铁的加工。抗弯强度不低于1350Mpa,含碳化钨量为78%~94%,含钴量为5%~11%,含钛量为2%~10%,含钽量为0%~10%。所有中心都有个一定形状的孔,圆、方、八角或其它特殊形状。具有很强的抗压强度,因此可以采用高压。硬质合金天性易脆,不能保证其不断裂。因此,在处理时应极为谨慎。更多信息请访问:http://www.tungsten-carbide.com.cn/Chinese/drawing-dies.html。
在外力作用下使金属强行通过模具,硬质合金拉丝模镶套的生产工艺包括压模、拔模、车削等几个工艺步骤。金属横截面积被压缩并获得所要求的横截面积形状和尺寸的工具称为拉丝模,YW2硬质合金拉丝模的用途广泛。YW2硬质合金拉丝模是硬质合金丝通过一种模具使其由粗到细逐步达到人们所需要的尺寸,这种特殊的模具就是硬质合金拉丝模。更多信息,烦请参考:硬质合金拉丝模。
YW1硬质合金拉丝模
- 星期一, 02 12月 2013 09:29
- 作者 硬质合金产品编辑5
YW1硬质合金拉丝模的硬度不低于91.5HRA,密度大约在12.6 g/cm³到13.0g/cm³的范围内,在外力作用下使金属强行通过模具,主要适合用于耐热钢、高锰钢、不锈钢等难加工钢材及普通钢和铸铁的加工。抗弯强度不低于1180Mpa,YW1硬质合金拉丝模的含碳化钨量为78%~94%,含钴量为4%~9%,含钛量为3%~11%,含钽量为0%~11%。所有中心都有个一定形状的孔,圆、方、八角或其它特殊形状。具有很强的抗压强度,因此可以采用高压。硬质合金天性易脆,不能保证其不断裂因此在处理时应极为谨慎。更多信息请访问:http://www.tungsten-carbide.com.cn/Chinese/drawing-dies.html。
金属横截面积被压缩并获得所要求的横截面积形状和尺寸的工具称为拉丝模。YW1硬质合金拉丝模的用途广泛,硬质合金拉丝模镶套的生产工艺包括压模、拔模、车削等几个工艺步骤。YW1硬质合金拉丝模是硬质合金丝通过一种模具使其由粗到细逐步达到人们所需要的尺寸,这种特殊的模具就是硬质合金拉丝模。更多信息,烦请参考:硬质合金拉丝模。
YT15硬质合拉丝模
- 星期一, 02 12月 2013 09:27
- 作者 硬质合金产品编辑5

YT15硬质合金拉丝模的硬度不低于91HRA,密度在11.0g/cm³到11.7g/cm³的范围内,主要适合用于碳素钢与硬质合金钢的加工中连续切削时候的粗车、半精车及精车,间断切削时的小断面精车,连续面的半精铣和精铣,孔的粗扩与精扩等等。抗弯强度不低于1150N/mm²,含碳化钨量为60%~90%,含钴量为4%~9%,含钛量为8%~20%,含钽量为0%~20%。所有中心都有个一定形状的孔,圆、方、八角或其它特殊形状。具有很强的抗压强度,因此可以采用高压在处理时应极为谨慎。更多信息请访问:http://www.tungsten-carbide.com.cn/Chinese/drawing-dies.html。
在外力作用下使金属强行通过模具,金属横截面积被压缩并获得所要求的横截面积形状和尺寸的工具称为拉丝模。YT15硬质合金拉丝模的用途广泛,硬质合金拉丝模镶套的生产工艺包括压模、拔模、车削等几个工艺步骤。YT15硬质合金拉丝模是硬质合金丝通过一种模具使其由粗到细逐步达到人们所需要的尺寸,这种特殊的模具就是硬质合金拉丝模。更多信息,烦请参考:硬质合金拉丝模。