



硬質合金模具 (89)
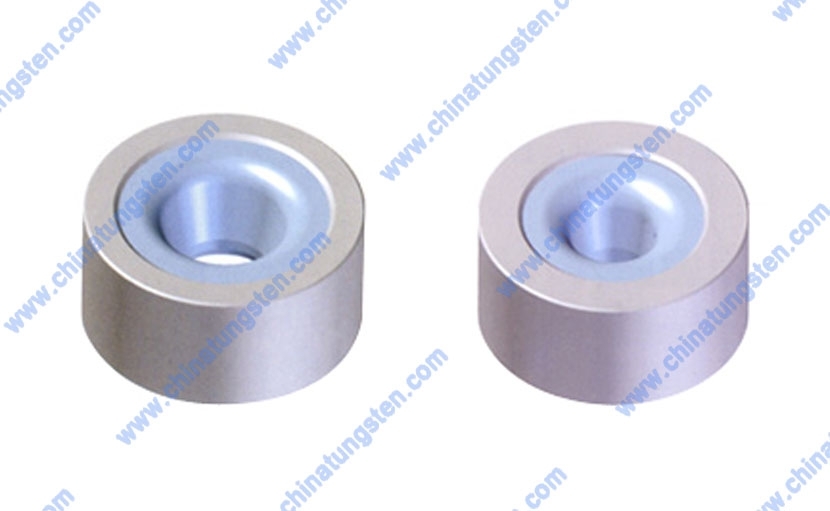
鋼絲在拉拔過程中,硬質合金拉絲模品質的好壞直接影響鋼絲生產貢量、產量、模耗、能耗。為了延長拉絲模的使用壽命,降低拉絲模使用成本,經過對傳統拉絲模結構和樹質進行了多次設計改進,通過對操作、結構、價格、壽命等方面進行比較,最後選定錐形直接水冷拉絲模作為定型拉絲模推廣使用,經過—年多的使用達到了設計要求。錐形直接水冷拉絲模的結構特點和使用效果。詳見:http://www.tungsten-carbide-drawing-dies.com/chinese/index.html。
錐形直冷模的材質、結構錐形直冷模採用和傳統拉絲模相同的材質,模套用45鋼,模芯為硬質合金,其牌號為YG3或YG3X。模孔的人口錐、潤滑錐、工作錐、定徑帶出口錐和傳統拉絲模具相同。在結構上,錐形直冷模的模芯和模套按1:15的錐度配合,模套的內壁上開有水冷卻槽、槽外鑽有水冷卻孔。更多資訊,請訪問:硬質合金拉絲模。
硬質合金拉絲模保養須知
- 週五, 13 十二月 2013 08:33
- 作者 硬质合金产品编辑4

有效維護與保養硬質合金拉絲模,可以適當地降低成本,嚴重的磨損會使模具產生縱向裂痕(主要出現在硬絲的拉制中)或橫向裂痕(主要出現在軟絲的拉制過程中),致使模具過早報廢。因此,要針對被拉制線材的種類以及拉絲的特點,需要科學地制定拉絲模保養規範。一般情況下,輕微的環狀磨損只需進行拋光即可重新恢復使用,或稍微加擴大直徑可滿足拉絲要求。過度的磨損會使模具修復次數大大降低。詳見:http://www.tungsten-carbide-drawing-dies.com/chinese/index.html。
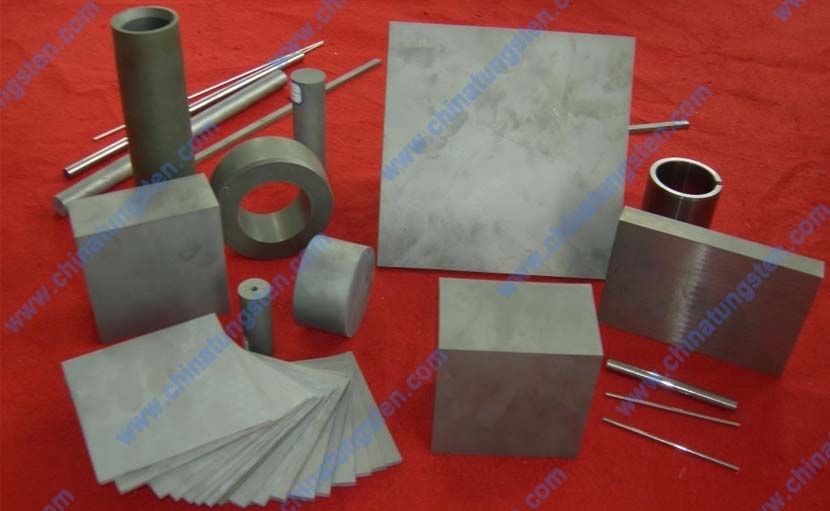
拉絲模具是各種金屬線材生產廠家(如電線電纜廠、鋼絲廠、焊條焊絲廠等)拉制線材的一種非常重要的易消耗性模具。拉絲模的適用範圍十分廣泛,主要用於拉拔棒材、線材、絲材、管材等直線型難加工物體,適用於鋼鐵、銅、鎢、鉬等金屬和合金材料的拉拔加工。由於拉絲模的成本約占拉絲費用的1/2以上,因此,如何降低拉絲模成本、提高其使用壽命是金屬線材生產單位迫切需要解決的問題。更多資訊,請訪問:硬質合金拉絲模。
什麼是硬質合金冷衝壓
- 週五, 13 十二月 2013 08:33
- 作者 硬质合金产品编辑4

硬質合金冷衝壓加工是在常溫下,利用壓力機的壓力裏,通過沖模對各種不同規格尺寸的材料進行加工,製成所需要形狀和尺寸的零件。用於衝壓加工的材料有金屬材料,金屬材料包括鋼板、鋼帶、有色金屬(銅、鋁及其合金等)板、帶材和各種型材如角鋼、槽鋼等,非金屬材料有紙膠板、布膠板、雲母片、紙板等。衝壓是先進的加工方法之一,它主要加工板料,故又稱為板料衝壓。冷衝壓不需要加熱,也不像切削加工那樣,將大量金屬切成碎屑而消耗大量能量,是一種節能的加工方法。衝壓製品所用原材料是冶金廠大量生產的板材、帶材、衝壓加工中材料表面品質不受破壞,這是任何其他加工方法無法相比的。詳見:http://www.tungsten-carbide-drawing-dies.com/chinese/index.html。
硬質合金廣泛用作刀具材料,如車刀、銑刀、刨刀、鑽頭、鏜刀等,用於切削鑄鐵、有色金屬、塑膠、化纖、石墨、玻璃、石材和普通鋼材,也可以用來切削耐熱鋼、不銹鋼、高錳鋼、工具鋼等難加工的材料。現在新型硬質合金刀具的切削速度等於碳素鋼的數百倍。更多資訊,請訪問:硬質合金冷衝壓。

硬質合金模具性能主要包括製品品質,使用壽命,模具的使用維護以及維修成本。製品品質是指製品尺寸的穩定性、符合性,製品表面的光潔度、製品材料的利用率等等;使用壽命是指在確保製品品質的前提下,模具所能完成的工作迴圈次數或生產的製件數量;模具的使用維護是指是否屬最方便使用、脫模容易、生產輔助時間盡可能的短;硬質合金模具維修成本、維修週期性等等。硬質合金的硬度和耐磨性高於其他任何種類的模具鋼,但抗彎強度和韌性差。用作模具的硬質合金是鎢鈷類,對衝擊性小而耐磨性要求高的模具,可選用含鈷量較低的硬質合金。詳見:http://www.tungsten-carbide-drawing-dies.com/chinese/index.html。
硬質合金的硬度和耐磨性高於其他任何種類的模具鋼,但抗彎強度和韌性差。用作模具的硬質合金是鎢鈷類,對衝擊性小而耐磨性要求高的模具,可選用含鈷量較低的硬質合金。對衝擊性大的模具,可選用含鈷量較高的硬質合金。 鋼結硬質合金是以鐵粉加入少量的合金元素粉末(如鉻、 鉬 、鎢、釩等)做粘合劑,以碳化 鈦或碳化鎢為硬質相 ,用粉末冶金方法燒結而成。鋼結硬質合金的基體是鋼,克服了硬質合金韌性較差、加工困難的缺點,可以切削、焊接、鍛造和熱處理。 鋼結硬質合金含有大量的碳化物,雖然硬度和耐磨性低於硬質合金,但仍高於其他鋼種,經淬火、回火後硬度可達 68 ~ 73HRC。更多資訊,請訪問:硬質合金模具。
硬質合金拉絲模各部位介紹
- 週五, 13 十二月 2013 08:33
- 作者 硬质合金产品编辑4

硬質合金拉絲模入口區是由入口區至工作區一般是圓弧過渡,便於拉制材料進入工作區,而不致于被模孔棱緣擦傷。而硬質合金拉絲模潤滑區的作用是儲存潤滑劑,並使拉制材料得到潤滑,利於拉制過程的順利進行。硬質合金拉絲模工作區是金屬拉伸的塑性變形區,這個區的選擇主要是長度和錐角。長度過小,被拉伸的金屬對模具的工作區將產生過大的壓力,而使拉應力顯著增加,導致模具的磨損加快,使拉制的金屬線材壓縮和伸長截面積減小;工作區的長度隨拉制材料及其直徑和潤滑情況而不同。詳見:http://www.tungsten-carbide-drawing-dies.com/chinese/index.html。
硬質合金拉絲模選擇原則是:1)拉制軟金屬線材時,應比拉制硬金屬線材短2)拉制小直徑線材時,應比大直徑線材短 3)濕式潤滑拉伸時,應比干式潤滑拉伸短。工作錐角:拉制鋼材時,工作錐角較小,而拉制有色金屬及其合金時,工作錐角則應較大。4、定徑區:拉伸製品通過定徑區得到最終尺寸,定徑區的長度視拉制材料的硬度、截面積大小和潤滑情況而有不同;若過長,在拉制過程中會增加摩擦力,模具溫度升高,影響模具壽命,同時也會增加拉應力,拉伸時的斷線率就會增高,電力消耗也增大;若定徑區過短,在拉伸時工作錐發生變化時會影響拉製品尺寸;一般拉制軟金屬材料的較拉制硬金屬材料的短,拉制大直徑材料的較拉制小直徑材料的短,濕式拉伸的較幹式拉伸的短。5、出口區和出口錐角:出口區是拉制材料離開模孔最後通過的部分,它起保護定徑區不致崩裂的作用;出口錐角是用以保證被拉伸金屬不致擦傷定徑區出口處而影響出線品質,出口區不宜過短,否則,模具的出口端容易破裂;在製造模具時,必須將出口區和定徑區連接部分的尖棱磨去,使之成圓弧過渡,以保證線材通過時,不致被擦傷。更多資訊,請訪問:硬質合金拉絲模。
硬質合金冷熱衝壓的區別
- 週五, 13 十二月 2013 08:33
- 作者 硬质合金产品编辑4

硬質合金冷衝壓不需要加熱,也不像切削加工那樣,將大量金屬切成碎屑而消耗大量能量,是一種節能的加工方法。衝壓製品所用原材料是冶金廠大量生產的板材、帶材、衝壓加工中材料表面品質不受破壞,這是任何其他加工方法無法相比的。硬質合金熱衝壓是相對硬質合金冷衝壓而言,如加熱沖裁(紅沖)、溫熱擠壓等,是將被衝壓材料加熱到一定溫度,降低衝壓力或有利於材料塑性流動,提高材料的可變形程度。詳見:http://www.tungsten-carbide-drawing-dies.com/chinese/index.html。
硬質合金冷衝壓屬於重金屬,其抗彎強度比其他包括鋼鐵在內的金屬或合金都更為好。由於它具有很高的耐磨性,是製作各種磨損器具的理想選擇。通常來講,硬質合金部件主要用於金屬加工行業,其工具應力較強。但是,硬質合金的高抗彎強度和耐磨損的特點也在很多非金屬的用途中提供了具有成本效益的解決方案,如:破碎、粉碎石頭等。更多資訊,請訪問:硬質合金冷衝壓。
硬質合金模具鍛壓設備選擇
- 週五, 13 十二月 2013 08:33
- 作者 硬质合金产品编辑4

硬質合金模具屬於單件生產,硬質合金模具鍛件的鍛壓方式應該是自由鍛,使用的鍛壓設備為空氣錘或者為蒸汽-空氣錘,鍛錘噸位的選擇是否合理,直接影響鍛件品質,鍛造生產率和鍛件壽命。如果鍛錘噸位過小,則鍛造打擊能量不足,造成鍛打不深不透,鍛件僅僅在表層發生一定的變形,而鍛件心部的品質得不到改善,甚至發生惡化。如果鍛錘噸位過大,則打擊過重,容易出現斷裂現象,因此為了獲得優良的鍛件,應該選取足夠能量的鍛錘,以充分的變形進行多方向反復鍛打,控制鍛件品質。詳見:http://www.tungsten-carbide-drawing-dies.com/chinese/index.html。
對於高合金模具鋼應該進行反復的鐓粗和拔長,以充分發揮硬質合金模具材料的性能,為得到高品質和高壽命的硬質合金模具打好基礎。對於高合金模具鋼鍛件,鍛錘噸位應該選擇合適的,如果鍛造低合金鋼時,鍛件的重量或尺寸可以按加一倍選取。更多資訊,請訪問:硬質合金模具。

硬質合金衝壓模具是指在冷衝壓加工中將金屬或者是非金屬的材料加工成為成品或者半成品零件的一種特殊工藝裝備,稱為冷衝壓模具(俗稱冷沖模)。衝壓,指的是在室溫下利用安裝在壓力機上的模具對材料施加壓力使得材料其產生分離或塑性變形從而獲得所需零件的一種壓力加工方法。硬質合金衝壓模具是在衝壓生產的過程中必不可少的工藝裝備,也是一種技術密集型的產品。硬質合金衝壓件的品質、生產效率以及生產成本等與模具設計和製造有直接關係。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-carbide-Punching-Dies.html。
硬質合金衝壓模具設計與製造技術水準的高低,是衡量一個國家產品製造水準高低的重要標誌之一,在很大程度上決定著產品的品質、效益和新產品的開發能力。衝壓模具的形式很多,沖模也依工作性質,模具構造,模具材料三方面來分類。根據工藝性質分類可以把模具分為沖裁模、彎曲模、拉深模、成形模和鉚合模五大類。更多資訊,煩請參考:硬質合金衝壓模。
K01硬質合金衝壓模
- 週五, 13 十二月 2013 08:33
- 作者 硬质合金产品编辑5

K01硬質合金衝壓模的硬度不低於92HRA,抗彎強度不低於1320N/mm²,密度在14.6g/cm³到15.2g/cm³的範圍內,含碳化鎢量在90%到96%的範圍內,含鈷量介於4%與7%之間,含鈦量處於0%~1%上下浮動,含鉭量是0%~2%不等。K01衝壓模根據工序組合程度分為單工序模、複合模、級進模和傳遞模這四個大類,單工序模指的是在壓力機的一次行程中,只完成一道衝壓工序的模具。複合模則是指只有一個工位,在壓力機的一次行程中,在同一工位上同時完成兩道或兩道以上衝壓工序的模具。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-carbide-Punching-Dies.html。
級進模也稱為連續模指的是在毛坯的送進方向上具有兩個或更多的工位,在壓力機的一次行程中在不同的工位上逐次完成兩道或兩道以上衝壓工序的模具。傳遞模是綜合了單工序模和級進模的特點利用機械手傳遞系統從而實現產品的模內快速傳遞因此不僅僅可以大大提高產品的生產效率而且可以減低產品的生產成本並且節儉材料成本並品質穩定可靠。更多資訊,煩請參考:硬質合金衝壓模。
K05硬質合金衝壓模
- 週五, 13 十二月 2013 08:33
- 作者 硬质合金产品编辑5
K05硬質合金衝壓模的硬度不低於91.5HRA,密度在14.6 g/cm³到15.0g/cm³的範圍內。抗彎強度不低於1370,含鎢量在70%到86%的範圍內,含鈷量介於4%與9%之間,含鈦量處於3%到11%上下浮動,含鉭量是0%~11%不等。K05衝壓模根據工序組合程度可以分為四個大類,這四個大類分別是單工序模、複合模、級進模和傳遞模。單工序模指的是在壓力機的一次行程中,只完成一道衝壓工序的模具。複合模則是指只有一個工位,在壓力機的一次行程中,在同一工位上同時完成兩道或兩道以上衝壓工序的模具。更多資訊請訪問:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-carbide-Punching-Dies.html。
傳遞模是綜合了單工序模和級進模的特點利用機械手傳遞系統從而實現產品的模內快速傳遞因此不僅僅可以大大提高產品的生產效率而且可以減低產品的生產成本並且節儉材料成本並品質穩定可靠。級進模也稱為連續模指的是在毛坯的送進方向上具有兩個或更多的工位,在壓力機的一次行程中在不同的工位上逐次完成兩道或兩道以上衝壓工序的模具。更多資訊,煩請參考:硬質合金衝壓模。