


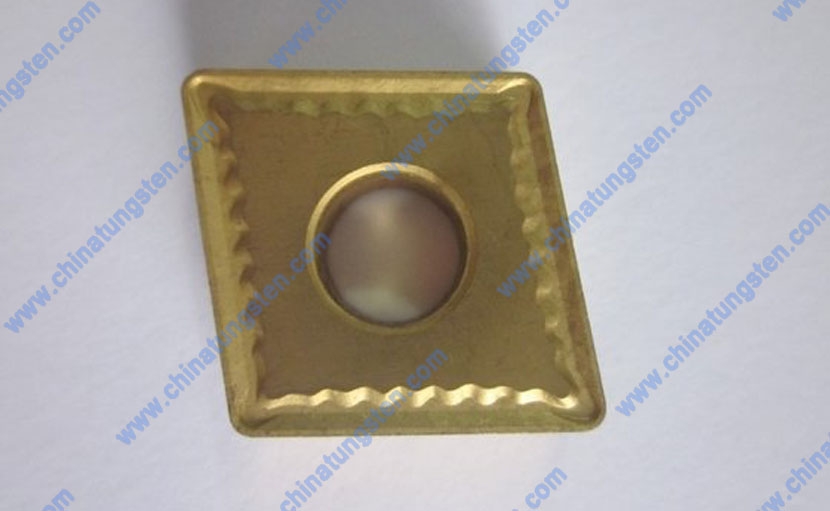
YM30硬质合金刀片,相当于ISO分组代号中的M30。其密度为14.5g/cm³,YM30硬质合金刀片抗弯强度不小于2000MPa, 硬度不小于91.5HRA。因此YM30硬质合金刀片适用于耐热合金粗加工。YM30硬质合金刀片具有较高的硬度及耐磨性,拥有足够的强度和韧性。同时YM30硬质合金刀片拥有良好的耐热性和导热性。由于YM30硬质合金刀片脆性较大,对裂纹形成敏感性强,所以在保养刀片的过程中,应避免过热或急冷,同时还要选择合适粒度和硬度的砂轮及合理的磨削工艺、避免产生刃磨裂纹,影响刀具使用寿命。更多信息,请访问:http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Inserts.html。
一般来说,刀片有8种常见的磨损形式: 1、刃口磨损。改进办法:提高进给量;降低切削速度;使用更耐磨的刀片材质;使用涂层刀片。 2、崩碎。改进办法:使用韧性更好的材质;使用刃口强化的刀片;检查工艺系统的刚性;加大主偏角。 3、热变形。改进办法:降低切削速度;减少进给;减少切深;使用更具热硬性的材质。 4、切深处破损。改进办法:改变主偏角;刃口强化;更换刀片材质。 5、热裂纹。改进办法:正确使用冷却液;降低切削速度;减少进给;使用涂层刀片。 6、积屑。改进办法:提高切削速度;提高进给;使用涂层刀片或金属陶瓷刀片;使用冷却液;使刃口更锋利。 7、月牙洼磨损。改进办法:降低切削速度;降低进给;使用涂层刀片或金属陶瓷刀片;使用冷却液。 8,断裂。改进办法:使用韧性更好的材质或槽型;减少进给;减少切深;检查工艺系统的刚性。 注意:通常当后刀面磨损达0.7毫米时,应更换刀片刃口;精加工时最大磨损量为0.04毫米。 详情,请访问:硬质合金刀具。