



鎢合金配重件 (48)
90%WNiFe鎢合金馬掌釘配重件
- 週一, 09 十二月 2013 07:56
- 作者 钨合金产品编辑4
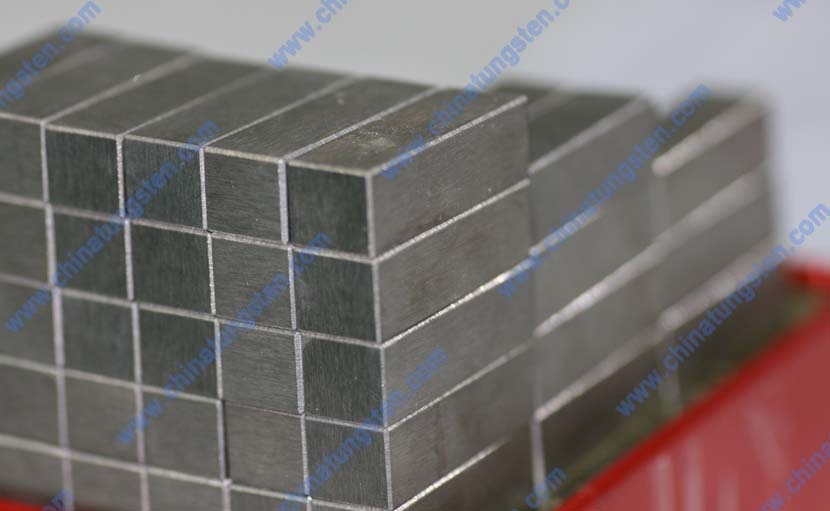
97%WNiFe鎢合金馬掌釘配重件指的是採用含鎢量為97%的W-Ni-Fe合金製造的用於馬掌釘配重產品。W-Ni-Fe合金是製造鎢合金室內用運動配重件的主要材料,該合金是由W、Ni、Fe粉末經混合壓制燒結而成。其中鎢的含量最多,達到80%~90%而鎳、鐵起到黏結劑的作用。在液相燒結後形成兩相合金,密度與理論密度相近。鎳是液相燒結工藝中必不可少的元素,一般含量為0.5%~12%,如果大於12%,則合金的耐熱性和耐腐蝕性均將降低。鐵的含量一般在0.5%~8%之間,如果大於8%該合金的脆性會升高。鐵在該合金中可提高強度和塑性,這類合金有一定的磁性。因為該合金通過燒結工藝讓金屬間達到全緻密性,使其密度可以達到18.6g/cm^3是配重產品的重要材料。與W-Ni-Cu合金相比該合金的強度和塑性均更優良。更多資訊,請訪問http://www.tungsten-alloy.com/chinese/stud.htm
W-Ni-Fe合金性質
W-Ni-Fe合金具有優異的物理力學性能,包括高密度、高強度、膨脹係數低、耐腐蝕、耐高溫氧化性和良好的機加工性等,而得到快速發展與廣泛的應用,但是該合金具有一定的磁性,其強度和塑性均優於W-Ni-Cu合金。用該合金製造鎢合金馬掌釘一方面鎢合金密度大,可以達到一定的重量要求。另一方面鎢合金材料耐腐蝕、耐氧化,馬掌釘經常和空氣接觸,在空氣濕度大的季節金屬容易氧化,鎢合金的這種特性可以保證馬掌釘持久的金屬性能,大大延長馬掌釘的使用壽命。
更多資訊,請訪問鎢合金配重件相關內容。
密度17.5g/cm^3的鎢合金曲軸配重件
- 週五, 06 十二月 2013 09:11
- 作者 钨合金产品编辑4
鎢含量為93%,密度17.5g/cm^3鎢合金曲軸配重件由於其高密度性及出色的緻密性通常被用於平衡部件。鎢合金材料也被稱之為高比重鎢合金或者高密度鎢合金就是因為鎢合金的密度特點。配重件所要求的就是重量大,密度是衡量重量的重要指標,也是鎢合金的突出優點。按金屬密度排列鎢的密度僅次於金的密度遠遠高於鐵、鋁等金屬材料,不僅如此,中國的鎢礦儲量是全世界最多的,同時中國也是鎢製品出口大國。更多資訊,請訪問http://www.tungsten-alloy.com/chinese/crankshaft.htm。
鎢合金曲軸配重件之所以能達到這麼高的密度,與其製造工藝液相燒結技術有很大的聯繫。液相燒結技術是指具有兩種或多種組分的金屬粉末或粉末壓坯在液相和固相同時存在狀態下進行的粉末燒結。此時燒結溫度高於燒結體中低熔成分或低熔共晶的熔點。由於物質通過液相遷移比固相擴散要快得多,燒結體的緻密化速度和最終密度均大大提高。液相燒結工藝廣泛用於鎢製品製造高比重鎢合金、硬質合金等。
更多資訊,請訪問鎢合金配重件相關內容。
良好加工性的鎢合金曲軸配重件
- 週五, 06 十二月 2013 09:11
- 作者 钨合金产品编辑4

鎢合金曲軸配重件是由高比重鎢合金材料壓制燒結而成,良好加工性能使其易於被加工成不同複雜的尺寸及形狀。 鎢合金材料具有很好的機械加工性能表現在產品可以進行車、銑、刨、電火花、線切割、磨削、車螺紋和攻絲等機加工。鎢合金曲軸配重件的形狀並不是單一的長方形或者圓柱形材料,需要根據具體的使用位置進行設計加工,有的需要鑽孔、挖槽等加工。良好的加工性讓鎢合金曲軸產品形式更加多樣,也為複雜零部件的加工生產成為可能。更多資訊,請訪問http://www.tungsten-alloy.com/chinese/crankshaft.htm。
鎢合金曲軸配重件加工大致有以下幾種情況:
(1) 用車、銑、刨、鑽、磨等通用機床加工配重件。
(2) 精度要求高的配重件,只用普通機床加工難以保證高的加工精度,因而需要採用精密機床進行加工。
(3) 為了使配重件特別是形狀複雜的模型孔和型腔的加工更趨自動化,需採用數控機床(如三座標數控銑床、加工中心、數控磨床等設備)加工產品。
更多資訊,請訪問鎢合金配重件相關內容。
什麼是火箭點火管鎢合金配重?
- 週五, 06 十二月 2013 09:11
- 作者 钨合金产品编辑4

火箭點火管鎢合金配重是用於火箭推進器渦輪發動機中的零部件,該零件具有耐高溫高壓,抗氧化,耐腐蝕等性能。渦輪發動機是一種高性能發動機主要用在火箭飛機等尖端領域,和普通發動機相比這種發動機具有更大的動力。這也讓發動機內部的溫度和壓強更大,所以對內部零件的性能要求也會很高。鎢合金材料是一種高密度金屬材料,在性能方面具有耐高溫,抗氧化、耐腐蝕等特點。是渦輪發動機中零件製造的重要材料。更多資訊,請訪問http://www.tungsten-alloy.com/chinese/ignition-tubes.htm
中文名:火箭點火管鎢合金配重
作用:用於火箭推進器渦輪發動機中的耐高溫零部件。
性能:高密度、高抗拉強度、耐高溫、耐腐蝕、加工性能好。
配比:W-Ni-Fe
鎢含量:90%
火箭點火管鎢合金配重是由高比重鎢合金製造而成。高比重鎢合金也稱之為WHA,高比重鎢合金通常由WNiFe或WNiCu或WNiCuFe通過粉末冶金工藝生產製造而成。根據不同的產品用途和工作環境要求,高比重鎢合金產品鎢含量通常分佈為79%W~97%W,密度範圍為15.00g/cm~18.50g/cm。同時可以添加一些稀有金屬元素(Co,Mo,Cr等)以提高產品部分性能,比如:硬度(Hardness),極限抗拉強度(Ultimate Tensile Strength),屈服強度(Yield Strength),延伸率(Elongation)等。
更多資訊,請訪問鎢合金配重件相關內容。
火箭點火管鎢合金配重優勢
- 週五, 06 十二月 2013 09:11
- 作者 钨合金产品编辑4

火箭點火管鎢合金配重優勢主要表現在該產品的耐高溫性能。耐高溫火箭點火管鎢合金配重廣泛運用在航太製造業中的重要原因。鎢的熔點是3410攝氏度,經過燒結後的鎢合金產品熔點在原材料之上。鎢合金點火管是火箭發動機中點火裝置的重要部分,是燃燒室中受熱最嚴重的部件。這個部位只有耐高溫性極強的金屬材料才能使用。鎢合金點火管的生產原料決定了其耐高溫的特殊性能。也使得其產品在航空工業中佔有一席之地。更多資訊,請訪問http://www.tungsten-alloy.com/chinese/ignition-tubes.htm
火箭發動機是噴氣發動機的一種,將推進劑貯箱或允在工具內的反應物(推進劑)變成高速射流,由於牛頓第二運動定律而產生推力。火箭發動機可用於航天器推進,也可用於導彈等在大氣層內飛行。大部分火箭發動機都是內燃機,也有非燃燒形式的發動機。在發動機內部可以產生三千度的高溫,只有用鎢合金等耐高溫材料才能正常工作,並且鎢合金產品有很好的環保性能,這些優勢就是鎢合金用於航太工業的重要原因。
更多資訊,請訪問鎢合金配重件相關內容。
火箭點火管鎢合金配重,磨光表面
- 週五, 06 十二月 2013 09:11
- 作者 钨合金产品编辑4

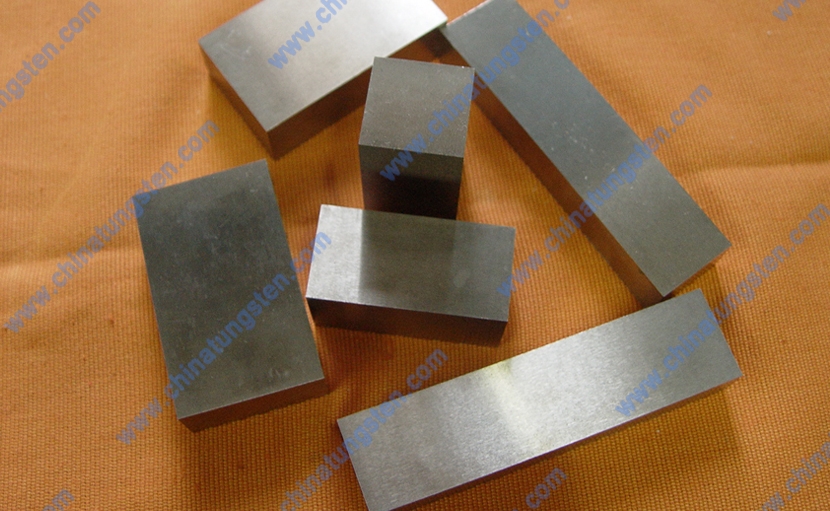
火箭點火管鎢合金配重經過燒結處理之後表面比較粗糙,需要經過磨光處理,磨光表面精度可以達到1.6微米。鎢合金本身是一種有良好的機加工優勢的金屬材料。該產品的主要加工優勢在於,加工方式的多樣以及加工精度高兩個方面。作為航空配件的鎢合金點火管產品,其精度要求非常的高。鎢合金採用車加工方法精度可以達到+/-0.05mm,車加工複雜的加工件進行前期加工。鎢合金點火管還要進行磨削加工處理,這種加工方法的精度比車加工要高可以達到+/-0.01mm,磨削加工主要處理產品的表面、倒角、槽等部位。更多資訊,請訪問http://www.tungsten-alloy.com/chinese/ignition-tubes.htm
火箭點火管鎢合金配重加工大致有以下幾種情況:
(1) 用車、銑、刨、鑽、磨等通用機床加工配重件。
(2) 精度要求高的配重件,只用普通機床加工難以保證高的加工精度,因而需要採用精密機床進行加工。
(3) 為了使配重件特別是形狀複雜的模型孔和型腔的加工更趨自動化,需採用數控機床(如三座標數控銑床、加工中心、數控磨床等設備)加工產品。
更多資訊,請訪問鎢合金配重件相關內容。
火箭點火管鎢合金配重,18.6g/cm3密度
- 週五, 06 十二月 2013 09:11
- 作者 钨合金产品编辑4

火箭點火管鎢合金配重是由高密度鎢合金製造而成,可以達到18.6g/ cm3密度,也可以根據具體零部件對密度的不同需求進行配比生產。鎢合金材料也被稱之為高比重鎢合金或者高密度鎢合金就是因為鎢合金的密度特點。配重件所要求的就是重量大,密度是衡量重量的重要指標,也是鎢合金的突出優點。按金屬密度排列鎢的密度僅次於金的密度遠遠高於鐵、鋁等金屬材料,不僅如此,中國的鎢礦儲量是全世界最多的,同時中國也是鎢製品出口大國。更多資訊,請訪問http://www.tungsten-alloy.com/chinese/ignition-tubes.htm
火箭點火管鎢合金配重生產技術
火箭點火管鎢合金配重之所以能達到這麼高的密度,與其製造工藝液相燒結技術有很大的聯繫。液相燒結技術是指具有兩種或多種組分的金屬粉末或粉末壓坯在液相和固相同時存在狀態下進行的粉末燒結。此時燒結溫度高於燒結體中低熔成分或低熔共晶的熔點。由於物質通過液相遷移比固相擴散要快得多,燒結體的緻密化速度和最終密度均大大提高。液相燒結工藝廣泛用於鎢製品製造高比重鎢合金、硬質合金等。
更多資訊,請訪問鎢合金配重件相關內容。
火箭點火管鎢合金配重性能表
- 週五, 06 十二月 2013 09:11
- 作者 钨合金产品编辑4

火箭點火管鎢合金配重性能表提供了該產品常用的物理性能參數,具體內容如下:密度、抗拉強度和硬度、耐腐蝕性和抗氧化性、高溫性能、機加工特性等。其中最重要的是它的耐高溫性能,耐高溫也是火箭點火管鎢合金配重的突出性能,鎢合金的熔點在四千度左右,而火箭發射式的最高溫度也能達到的三多度,火箭點火管配重完全可以在火箭發送機中使用,並保持較高的金屬強度。鎢合金材料還有很好的可加工性能,在火箭中使用的配件要求其表面和尺寸精度達到較高要求,鎢合金用簡單的磨、車、銑等工序就可以完成。更多資訊,請訪問http://www.tungsten-alloy.com/chinese/ignition-tubes.htm
|
火箭點火管鎢合金配重性能表 |
||||
|
AMS-T-21014 |
Class 1 |
Class 1 |
Class 2 |
Class 2 |
|
配比 |
90W7Ni3Fe |
91W6Ni3Fe |
92W5Ni3Fe |
93W4Ni3Fe |
|
比重 (g/cm3) |
17.1±0.15 |
17.25±0.15 |
17.50±0.15 |
17.60±0.15 |
|
熱處理 |
Sintering |
Sintering |
Sintering |
Sintering |
|
拉伸強度(MPa) |
900-1000 |
900-1000 |
900-1100 |
900-1100 |
|
延展性 (%) |
18-29 |
17-27 |
16-26 |
16-24 |
|
硬度(HRC) |
24-28 |
25-29 |
25-29 |
26-30 |
|
(續) |
||||
|
AMS-T-21014 |
Class 3 |
Class 3 |
Class 4 |
|
|
配比 |
95W3Ni2Fe |
96W3Ni1Fe |
97W2Ni1Fe |
|
|
比重 (g/cm3) |
18.10±0.15 |
18.30±0.15 |
18.50±0.15 |
|
|
熱處理 |
Sintering |
Sintering |
Sintering |
|
|
拉伸強度(MPa) |
920-1100 |
920-1100 |
920-1100 |
|
|
延展性 (%) |
10-22 |
8-22 |
6-13 |
|
|
硬度 |
27-32 |
28-34 |
28-36 |
|
更多資訊,請訪問鎢合金配重件相關內容。
火箭點火管鎢合金配重生產流程
- 週五, 06 十二月 2013 09:11
- 作者 钨合金产品编辑4

火箭點火管鎢合金配重生產流程包括生產粉末、壓制成形、燒結、(提高產品的耐高溫性能)表面處理。鎢合金配重件生產初期要先對其配比和要求密度進行粉料的精選,精選主要依照的是鎢粉的顆粒大小,精選是為了生產的下一流程做準備。同樣顆粒大小的鎢粉有助於混料均勻,這也是保證產品密度均勻的前提條件。鎢合金產品不是單一元素形成的,而是由多種元素混合而成,其中鎢的比例占90%以上其他元素金屬作為黏結劑存在。混合均勻後的鎢粉通過壓坯確定基本外形,再經過燒結熱處理等方法使毛坯產品達到規定的密度和性能要求,再經過機械加工對產品表面進行處理,最後形成最終產品。更多資訊,請訪問http://www.tungsten-alloy.com/chinese/ignition-tubes.htm
火箭點火管鎢合金配重生產過程
(1)生產粉末。粉末的生產過程包括粉末的制取、粉料的混合等步驟。為改善粉末的成型性和可塑性通常加入機油、橡膠或石蠟等增塑劑。
(2)壓制成型。粉末在15-600MPa壓力下,壓成所需形狀。
(3)燒結。在保護氣氛的高溫爐或真空爐中進行。燒結不同於金屬熔化,燒結時至少有一種元素仍處於固態。燒結過程中粉末顆粒間通過擴散、再結晶、熔焊、化合、溶解等一系列的物理化學過程,成為具有一定孔隙度的冶金產品。
(4)後處理。一般情況下,燒結好的製件可直接使用。但對於某些尺寸要求精度高並且有高的硬度、耐磨性的製件還要進行燒結後處理。
更多資訊,請訪問鎢合金配重件相關內容。
火箭點火管用鎢合金配重
- 週五, 06 十二月 2013 09:11
- 作者 钨合金产品编辑4

火箭點火管用鎢合金配重有著獨特的耐高溫性能優勢,在航空工業中運用廣泛。就現階段的航太水準,要把衛星送到預定的軌道需要大概300噸的高能燃料,這些燃料在燃燒時釋放大量的熱比普通發動機汽缸內的溫度高出一千度。在這樣高的溫度下用普通金屬材料沒辦法保持金屬性能,都會被融化。火箭點火管鎢合金配重的主要用途是在,火箭渦輪增壓發動機的點火過程中。發動機的點火裝置完全暴露在這種高溫高野環境中,只用想鎢合金這種耐高溫材料才能使用。更多資訊,請訪問http://www.tungsten-alloy.com/chinese/ignition-tubes.htm
由於鎢合金具有超過耐磨性,高熔點,和高硬度等特性,火箭點火管用鎢合金可用於火箭發動機。並根據不同位置的產品進行設計。
火箭發射時,在噴嘴以及燃燒室會產生高溫。普通金屬材料難以承受這樣的高溫。而火箭點火管用鎢合金卻具有耐高溫的屬性。火箭點火管用鎢合金可避免在高溫環境下發生氧化、熔化以及蒸發。使用火箭點火管鎢合金配重還可提高火箭的安全係數。
更多資訊,請訪問鎢合金配重件相關內容。