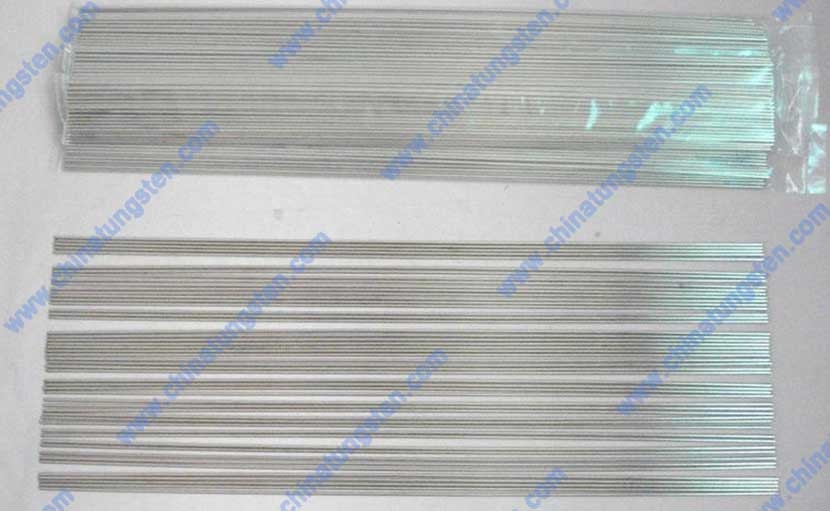
硬质合金堆焊焊条以含钴类硬质合金为主,主要用于各种机械设备磨损部位的堆焊修补。实践表明,堆焊件为碳钢时预热温度应高于300℃,为低合金钢时温度可调至400℃至500℃,而堆焊件是不锈钢时温度应保持在600℃-650℃。堆焊完成后,通常情况下低合金钢以及不锈钢需要在700℃温度条件下进行退货工序。硬质合金堆焊焊条呈细长的棒状,在焊前需对焊条进行高温烘焙。常规硬质合金堆焊焊条直径有5.0mm/4.0mm/3.2mm,在冶金机械、选矿机械以及其他工程建设机械中有较多的应用。更多详情,请访问硬质合金堆焊焊条。
硬质合金堆焊焊条采用碳化钨粉为原材料,具有硬度高、耐冲击、耐高温以及耐磨等特性,含钨量通常在65%~85%范围之内,主要应用于各种工程机械、石油钻具、冶金工艺以及其他工程机械装置中使用。硬质合金堆焊焊条施焊温度通常控制在1700℃,根据不同的堆焊件材质,施焊温度也不相同,如堆焊件为碳钢时施焊温度高于300℃即可,但堆焊件是不锈钢件时应保持预热温度高于600℃。更多详情请访问http://cn.chinatungsten.com/Tungsten-Carbide/Tungsten-Carbide-Products.html。
语言版本:
硬质合金堆焊焊条